[Pg i]
KING’S SERIES IN WOODWORK AND CARPENTRY
BY
CHARLES A. KING
DIRECTOR OF MANUAL TRAINING
EASTERN HIGH SCHOOL, BAY CITY, MICHIGAN

NEW YORK ·:· CINCINNATI ·:· CHICAGO
AMERICAN BOOK COMPANY
[Pg ii]
KING’S SERIES IN WOODWORK AND CARPENTRY
ELEMENTS OF WOODWORK
ELEMENTS OF CONSTRUCTION
CONSTRUCTIVE CARPENTRY
INSIDE FINISHING
HANDBOOK FOR TEACHERS
Copyright, 1911, by
CHARLES A. KING.
Entered at Stationers’ Hall, London.
W. P. I.
[Pg iii]
PREFACE TO THE SERIES
This series consists of five volumes, four of which are intended as textbooks for pupils in manual-training, industrial, trade, technical, or normal schools. The fifth book of the series, the “Handbook in Woodwork and Carpentry,” is for the use of teachers and of normal students who expect to teach the subjects treated in the other four volumes.
Of the pupils’ volumes, the first two, “Elements of Woodwork” and “Elements of Construction,” are adapted to the needs of students in manual-training schools, or in any institution in which elementary woodwork is taught, whether as purely educational handwork, or as preparatory to a high, or trade, school course in carpentry or vocational training.
The volumes “Constructive Carpentry” and “Inside Finishing” are planned with special reference to the students of technical, industrial, or trade schools, who have passed through the work of the first two volumes, or their equivalent. The subjects treated are those which will be of greatest value to both the prospective and the finished workman.
For the many teachers who are obliged to follow a required course, but who are allowed to introduce supplementary or optional models under certain conditions, and for others who have more liberty and are able to make such changes as they see fit, this series will be found perfectly adaptable, regardless of the grades taught. To accomplish this, the material has been arranged by topics, which may be used by the teacher irrespective of the sequence, as each topic has to the greatest extent possible been treated independently.
[Pg iv]
The author is indebted to Dr. George A. Hubbell, Ph.D., now President of the Lincoln Memorial University, for encouragement and advice in preparing for and planning the series, and to George R. Swain, Principal of the Eastern High School of Bay City, Michigan, for valuable aid in revising the manuscript.
Acknowledgment is due various educational and trade periodicals, and the publications of the United States Departments of Education and of Forestry, for the helpful suggestions that the author has gleaned from their pages.
CHARLES A. KING.
Bay City, Michigan.[Pg v]
PREFACE TO ELEMENTS OF WOODWORK
In preparing this book, it has been the author’s purpose to present, in as complete and concise form as possible, the knowledge which every wood-worker should possess regarding the care and use of his tools and the material upon which he employs them.
Whether an amateur, apprentice, or skilled workman, whether a carpenter, boat builder, pattern maker, or wood carver, the elementary knowledge of the construction of tools, of sharpening them, and of their adjustment and manipulation is practically the same. The structure of wood, and the necessity of applying its peculiarities of grain and texture to the advantage of the work in hand, also is the same upon all branches of woodwork.
While innumerable tools and cutting devices have been invented to enable the wood-worker to accomplish special results economically both as to time and material, a study of them will prove that they all operate upon a few simple principles, a knowledge of which is not difficult to acquire, though skill and judgment in the application of the tools can be attained only by continuous and properly directed practice.
It would be both impossible and unnecessary in a book of this sort to describe these various devices, though in a schoolroom it is a great advantage to have as many of them as practicable, not for their use only, but that the students may become familiar with their purposes and the applications of the fundamental principles upon which each is based.
The actual use of tools may be considered the A B C of woodwork, as it bears the same relation to the finished product of the workman as the alphabet bears to literature, the space between[Pg vi] the mere mechanical facility in the use of either tools or alphabet, being the result of the judgment, skill, and individuality of either the workman or the author.
Thus, if a student acquires the facility to use the tools described in this volume, he will have little difficulty in using other and more complex tools; and when he has mastered the principles of construction involved in the exercises explained in the following book of this series, the “Elements of Construction,” and the correct use of the tools involved in making these, together with their applications and combinations, he has acquired the fundamental knowledge of all construction in wood.
CHARLES A. KING.
Bay City, Michigan.[Pg vii]
TABLE OF CONTENTS
| PAGE | |
| Chapter I. Growth of Wood.—Kinds of trees used for lumber; The formation of wood; Tissues; The medullary rays; The grain in trees; Defects found in lumber; When to cut lumber | 1 |
| Chapter II. Lumbering and Varieties of Wood.—The manufacture of lumber; To saw lumber of irregular dimensions; The grading of lumber; The testing of lumber; Surveying or estimating lumber; Qualities of wood | 12 |
| Chapter III. Care of Lumber.—The piling of lumber; Permanent lumber ways; To minimize the warping of lumber; Weather-dried lumber; Kiln-dried lumber; Moist air kilns; Induced draft kilns; Results of the two systems; Filling a kiln; Length of time lumber should be left in the kiln; The care of kiln-dried lumber; Steaming wood; Preserving wood | 45 |
| Chapter IV. Tools.—How to purchase tools; Benches; Rules; The try-square; The steel, or framing, square; The bevel; The gauge; The hammer; The hatchet; The mallet; Saws; The knife blade; Planes; Sharpening a plane; The jack plane; The jointer; The smoothing plane; The block plane; The correct position; Chisels; Gouges; The drawshave; The spokeshave; Bits; The bitbrace, or stock; The screwdriver; Compasses, or dividers; Pliers; The scraper; Edges; Nail sets; Wrenches; Handscrews; A grindstone; Emery, corundum, carborundum; Whetstones; Files; Saw filing | 57 |
| Chapter V. Glue and Sandpaper.—Different kinds of glue; How to use glue; The testing of sandpaper; How to use sandpaper | 118 |
| Chapter VI. Wood Finishing.—Filling; Staining wood; Shellac; Wax finishing; Oil finish; Varnish; Polishing; Brushes | 128 |
[Pg viii]
LIST OF ILLUSTRATIONS
| FIG. | PAGE | |
| 1. | Section of Yellow Pine | 2 |
| 2. | Section of Oak Tree Trunk | 5 |
| 3. | Defects in Lumber | 7 |
| 4. | Felling a Tree | 12 |
| 5. | Cutting Small Branches from Felled Spruce | 13 |
| 6. | Skidway of Spruce Logs | 14 |
| 7. | Load of White Pine Logs | 14 |
| 8. | Hauling Logs by Steel Cable | 15 |
| 9. | Loading Logs from Shedway to Train | 16 |
| 10. | Boom of Logs | 16 |
| 11. | Log Jam | 17 |
| 12. | Sawmill in the Big Tree District | 18 |
| 13. | Circular Saw | 20 |
| 14. | Double Cut Band Saw | 21 |
| 15. | Plain, Slash, or Bastard Sawing | 22 |
| 16. | Four Methods of Quartering | 22 |
| 17. | Lumber Scale | 27 |
| 18. | Beech and Sugar Maple Forest | 31 |
| 19. | White Pine Forest | 39 |
| 20. | Douglas Spruce Forest | 41 |
| 21. | Red Spruce and Balsam Fir Killed by Fire | 43 |
| 22. | Permanent Lumber Ways | 46 |
| 23. | Warping of Lumber | 48 |
| 24. | Lumber piled in Double Courses | 49 |
| 25. | Manual-training Bench | 58 |
| 26. | Carpenter’s Bench | 58 |
| 27. | Two-foot, Four-fold Rule | 59 |
| 28. | Zigzag Rule | 59 |
| 29. | Position of Try-square in Squaring an Edge | 60 |
| 30. | Use of Two Try-squares to see if Piece of Wood is “Out of Wind” | 60 |
| 31. | Position of Try-square when Making Line | 61 |
| 32. | Steel, or Framing, Square | 62[Pg ix] |
| 33. | Bevel and Steel Square | 62 |
| 34. | Marking Gauge | 63 |
| 35. | Marking Gauge in Use | 64 |
| 36. | Claw Hammer | 64 |
| 37. | Toenailing and Tacking | 65 |
| 38. | Blind Nailing and Use of a Nail Set | 66 |
| 39. | Hatchet and Handaxe | 67 |
| 40. | Mallets (Square-faced and Round) | 67 |
| 41. | Saws—Rip-, Cutting-off, and Compass, or Keyhole | 68 |
| 42. | Backsaw | 69 |
| 43. | Use of the Saw | 71 |
| 44. | Reset Saw Handle | 72 |
| 45. | Knife Blades | 72 |
| 46. | Section of an Iron Plane | 73 |
| 47. | Result of Using Plane with Improperly Adjusted Cap Iron | 74 |
| 48. | Result of Using Plane with Cap Iron Adjusted Properly | 74 |
| 49. | Setting a Plane | 76 |
| 50. | Whetting and Grinding of Plane | 77 |
| 51. | Whetting or Oilstoning the Beveled Side of a Cutter | 78 |
| 52. | Whetting or Oilstoning the Plain Side of the Plane Iron | 79 |
| 53. | Shape of Edge of Plane Iron | 80 |
| 54. | Jack Plane | 81 |
| 55. | Method of Guiding a Jointer | 83 |
| 56. | Knuckle Joint Block Plane | 84 |
| 57. | Use of the Block Plane | 84 |
| 58. | Using Block Plane upon Small Pieces | 85 |
| 59. | Incorrect Use of Jack Plane | 86 |
| 60. | Beginning the Stroke with a Jack Plane | 87 |
| 61. | Ending the Stroke with a Jack Plane | 87 |
| 62. | Chisels | 89 |
| 63. | Drawshave | 90 |
| 64. | Spokeshave | 90 |
| 65. | Auger Bit | 91 |
| 66. | Cross-handled Auger | 91 |
| 67. | German Bit and Twist Drill | 92 |
| 68. | Extension Bit and Center Bit | 92 |
| 69. | Filing an Auger Bit | 93 |
| 70. | Ratchet Bitbrace | 94 |
| 71. | Compasses | 95 |
| 72. | Calipers | 95[Pg x] |
| 73. | Pliers | 95 |
| 74. | Nippers | 95 |
| 75. | Scraper | 96 |
| 76. | Edges of Scrapers | 97 |
| 77. | Angle of Burnisher with Sides of Scraper | 97 |
| 78. | Method of Grasping Scraper for Sharpening | 98 |
| 79. | Top Views of the Angles of the Burnisher | 99 |
| 80. | Angle to be avoided in Sharpening Scraper | 100 |
| 81. | Turning back the Edge of a Scraper | 100 |
| 82. | Method of Grasping the Scraper when Working upon a Broad Surface | 101 |
| 83. | Method of Grasping the Scraper when Working within Small Area | 101 |
| 84. | Method of Grasping the Scraper when Working upon an Edge | 102 |
| 85. | Monkey Wrench | 103 |
| 86. | Effect of the Unskillful Use of a Handscrew | 103 |
| 87. | Correct Use of Handscrew | 104 |
| 88. | Emery Wheel Dresser | 106 |
| 89. | Jointing a Saw | 109 |
| 90. | Hand Saw Set | 110 |
| 91. | Anvil Saw Set | 110 |
| 92. | Angle of the File with the Edge of the Saw | 111 |
| 93. | Angle of the File with the Sides of the Saw | 111 |
| 94. | Results of Filings as shown in Fig. 93 | 112 |
| 95. | Method of Carrying a File to obtain the Hook of a Cutting-off Saw | 112 |
| 96. | Removing the Burr after Filing a Saw | 113 |
| 97. | Use of Sandpaper upon a Broad Surface | 124 |
| 98. | Sandpapering Panel Work | 126 |
| 99. | Method of Grasping Sandpaper in Rubbing down Shellac Finish | 134 |
[Pg 1]
ELEMENTS OF WOODWORK
Growth of Wood
1. Kinds of trees used for lumber.—(A.) The classification of trees here considered is based upon the method by which the trunk, or stem, of a tree is formed. The term exogenous is applied to outside growers, around which a layer of wood grows each year, and from which is cut the lumber of commerce. As the wood-worker is interested mainly in trees which grow by this method, we will do no more than mention the endogenous, or inside-growing, trees or plants of the nature of palm trees, cornstalks, etc., in which the woody fiber is formed upon the inside of the stem.
(B.) The new wood formed each year upon exogenous trees is known as the annual layer, or ring; the separate layers being more prominent in open-grained woods, such as oak, ash, and chestnut, than in close-grained woods, such as maple, cherry, poplar, and birch. It is the difference in the character and structure of these layers which makes some woods hard and others soft, some with open and others with close grain, and which also, with the coloring matter peculiar to each kind of wood, causes its individuality and adaptability to certain uses.[Pg 2] (The color and odor of wood are caused by chemical combinations, and are not part of the substance of the wood.)
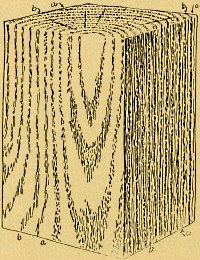
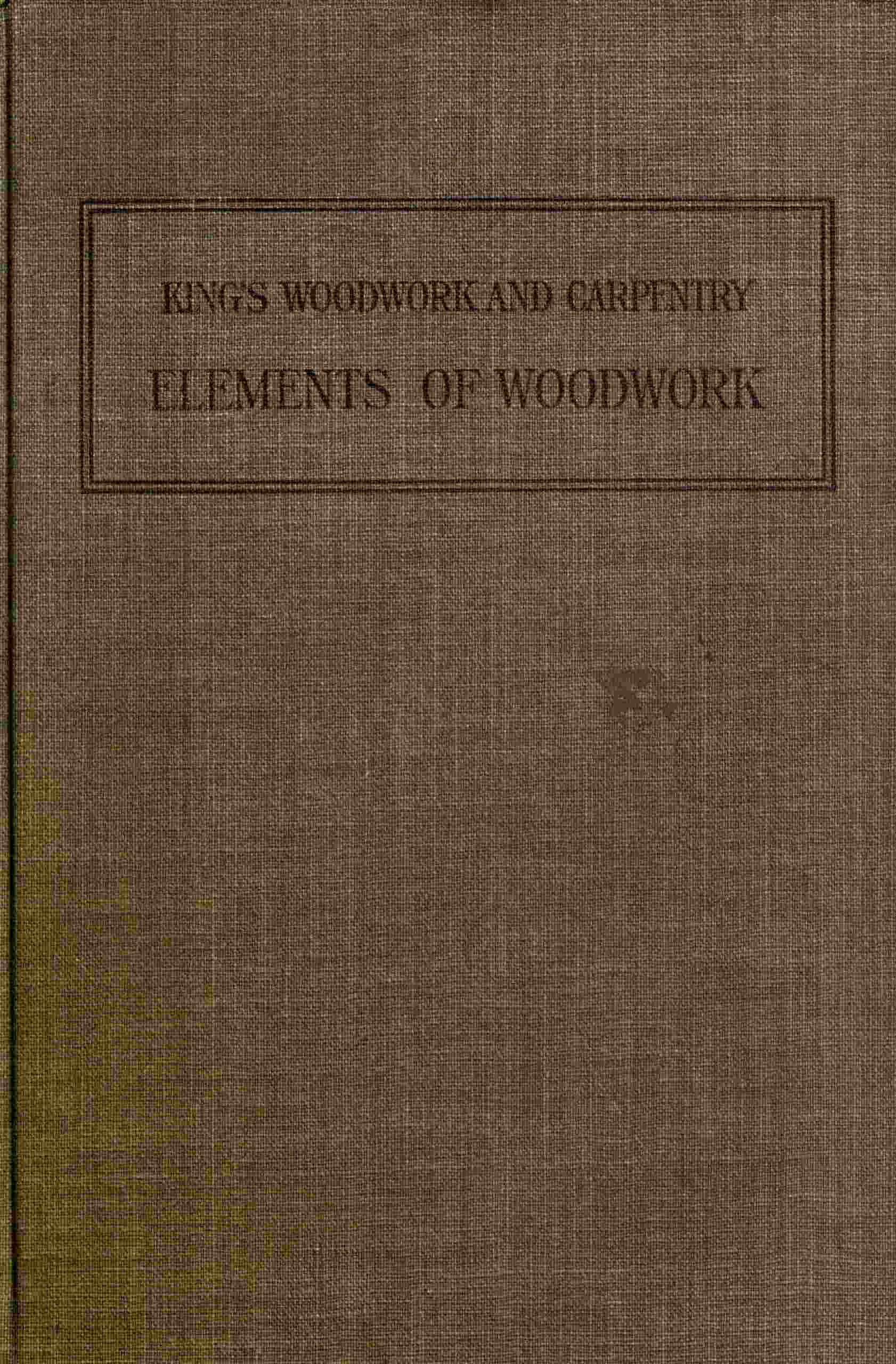
Fig. 1.—Section of Yellow Pine.
a, soft, cellular grain; b, hard, compact
grain.
Each of these annual layers is composed of two parts, the formation being shown in Fig. 1, in which the grain of yellow pine is depicted. The soft, cellular, or open, grain, a, is formed as the sap moves upward in the spring, and the hard, compact grain, b, is formed later in the year. In soft woods the open grain predominates, while in hard woods the compact grain is more in evidence.
The age of a tree may be determined by counting these annual rings upon the stump, though a drouth during the growing season may have at some time so affected its growth as to make some layers indistinct, rendering it impossible to be absolutely sure of the count. In a young tree the annual layers are thicker than when the tree becomes more mature.
(C.) The different kinds of timber which the carpenter uses are cut from deciduous, or broad-leaf, trees, and from coniferous, or needle-leaf, trees. This classification of trees is based upon the difference in the forms of their leaves, the former kind furnishing the ash, oak, walnut, beech, birch, and other woods that are hard to work, as well as poplar or white wood, linn or bass wood, and others which[Pg 3] are called hard woods, not in the sense that they are hard to work, but because their method of growth is the same.
The coniferous or evergreen trees furnish the cedars, pines, hemlocks, spruces, firs, redwood, tamarack, cypress, and a few other woods of the same nature. These woods have a resin which is always present, no matter how old or dry the wood may be, which explains their superior weather-resisting qualities.
2. The formation of wood.—(A.) In the spring the sap begins to flow upward, mainly through the open cells of the cambium (the new growth in the stem, by which the diameter of the tree is increased), and to some extent through the sapwood. As it comes in contact with the air by means of the leaves and the green shoots of the tree, (B.) it gives off water and oxygen, and absorbs carbonic acid gas from the air, (C.) which is formed into starch, sugar, oil, etc.; this in turn becomes part of the sapwood, and forms the compact part of the annual ring, completing the layer for that year.
(D.) The wood is formed by a deposit of matter from the sap, which gradually thickens the cell walls until the cells are filled, when that layer becomes a part of the heartwood, or that part of the tree which is inclosed within the annual layers of sapwood.
(E.) Both the fibers and the cells of the sapwood are filled with water or sap, which may be removed by seasoning, but the sapwood of most trees used for building purposes is not as good lumber as the heartwood, as it is always susceptible to moisture. The exceptions to this will be mentioned elsewhere.
(F.) In all unseasoned lumber from 20 to 60 per cent of[Pg 4] its weight is moisture, which must be evaporated before the lumber has its highest commercial value. This may be done by weather drying or by artificial means, the lumber being treated in a specially constructed kiln.
3. Tissues.—(A.) A tree trunk is composed of four different tissues, viz.:
1. The pith (Fig. 2, a), a cellular tissue: this is worthless and its presence in lumber is considered a defect.
2. The wood, which includes the heartwood (b), the sapwood (c), and the medullary rays (g). From this part of the tree the commercially valuable lumber is taken.
3. The cambium (d), which is a thin layer between the sapwood (c) and the bast (e).
4. The bark, which includes both the bast (e) and the outer bark (f). The bark of most trees is worthless, but that of chestnut, oak, hemlock, and other trees which are rich in tannic acid is used in large quantities by tanneries.
(B.) The heartwood (b), or duramen, of most trees is the part generally used by carpenters upon the best work. It is firm, compact, and of the color and qualities characteristic of the wood.
(C.) The sapwood (c), or alburnum, is generally light-colored, and in most building woods its presence is considered a defect, though not in hickory, ash, maple, or yellow pine, and a few other woods; in fact, in these woods it is often preferred to the heartwood for many kinds of work on account of its color. The alburnum is filled with the active elements of the sap, which are deposited as the sap passes through the trees, and in time becomes part of the duramen, or heartwood. The time required[Pg 6] for sapwood to attain maturity ranges from thirty to one hundred years, according to its kind and age.
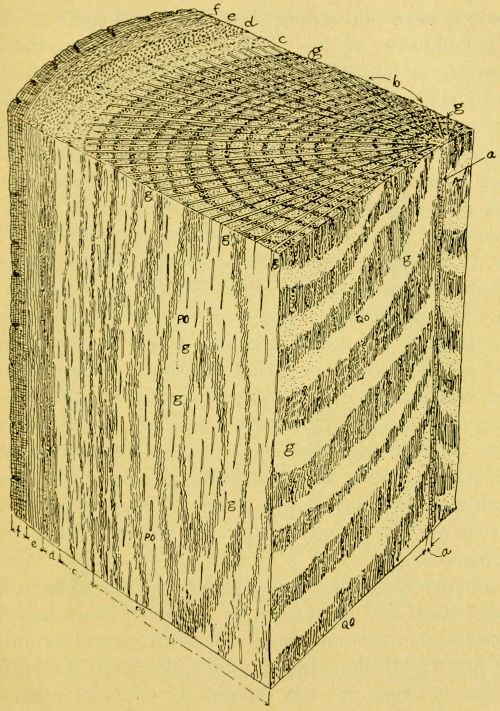
Fig. 2.—Section of Oak Tree Trunk.
a, pith; b, heartwood, or duramen; c, sapwood, or alburnum; d, cambium; e, bast, or inner bark; f, outer bark, or corky layer; g, medullary rays, or silver grain; po, plain oak; qo, quartered oak.
(D.) Outside of the sapwood (Fig. 2, c) is the cambium (d), which furnishes the substance upon which the life of the tree depends. Here, nourished by the richest sap, new cells are formed, which become either sapwood or a part of the bast. (E.) At (e) is shown the bast or inner bark, which is composed of a woody fiber combined with a tissue of cells. This is elastic, which allows it to expand as the wood grows beneath it. Outside of the bast is the bark (f), or outer covering, which is of a corky nature, and protects the delicate vital parts of the tree.
4. The medullary rays.—Every tree has medullary rays (Fig. 2, g), usually spoken of by wood-workers as the “silver streak,” or “silver grain.” These rays connect the center of the tree with the outside, and are more prominent in such woods as oak, beech, and sycamore than in other woods. It is to take advantage of the beauty which these medullary rays impart that so much quarter-sawed lumber is used, though lumber sawed in this way is preferred for other reasons, which will be discussed later.
In many woods these rays are so small as to be invisible to the naked eye, as in pine, for instance, which has fifteen thousand to the square inch. Aside from adding much to the beauty of the lumber, they also give strength; if lumber is dried out too rapidly by artificial heat, it is apt to check, or crack, upon the line of the medullary rays.
Fig. 3.—Defects in Lumber.
a, wind shakes or cup shakes; b, heart shakes; c, star shakes; d, branch broken off, showing the method by which the annual layers gradually cover broken branches; e, hard knot.
5. The grain in trees.—In open or exposed situations trees usually grow more or less gnarled or crooked, which [Pg 7]tends to improve the grain. The strength of lumber cut from trees grown as described is impaired, however, as the wood is more cross-grained than that from trees which grow in the heart of a forest, with practically the same conditions on all sides. As forest trees are continually reaching up for the sunlight, they grow taller and[Pg 8] straighter, which makes it possible for straighter-grained lumber to be cut from them, and as the branches are at the top, where they receive the sunlight and air, there are few cross-grained places.
When the annual rings are large, the grain is said to be coarse, and if the rings are fine, the term fine-grained is used to describe it. When the direction of the fibers is nearly parallel with the sides and the edges of the board, it is said to be straight-grained; when the lumber is taken from a crooked tree, it is said to be cross-grained, as the grain follows the shape of the log, while the board is sawed straight. Cross-grained lumber is the handsomer; in this the fibers, being at different angles with the surface of the board, form a variety of figures, which add much to the beauty of the wood.
6. Defects found in lumber.—(A.) Some of the most common defects found in lumber are wind shakes, or cup shakes (Fig. 3, a), which are cracks following the line of the porous part of the annual rings. These are caused by the action of severe winds. (B.) Heart shakes (Fig. 3, b) are cracks radiating from the center of the tree, and may be found in any kind of wood, as they are the result of deficient nutrition, or loss of vitality. (C.) Star shakes (Fig. 3, c) are caused by the shrinkage of the tree upon the outside, which is the result of a long dry spell of intense cold, or of the deficient action of the sap. Star shakes differ from heart shakes in being larger upon the outside of the tree; the heart shakes are larger at the center.
Shakes of all kinds are common defects and sometimes are so numerous as to make the log worthless.
[Pg 9]
(D.) Discolorations are caused by decay which has at some time gained a foothold, but which the tree was sufficiently vigorous to overcome; or they may be due to imperfect or insufficient nutrition, which generally results in the entire tree being affected instead of small places upon the tree.
(E.) Timber grown in a damp, marshy locality is generally of a poorer quality than that grown upon higher ground, as more water is taken up by the roots than can be well assimilated, which prevents the formation of healthy compact wood. Some woods are adapted to such soil, the poplar or whitewood, willow, basswood, buckeye, and cypress being denizens of moist or swampy places.
Trees growing where they are exposed to winds from one direction are apt to assume a spiral growth, which renders the timber almost worthless, as it is weak, and twists badly in drying.
(F.) Trees which have lumps appearing like growths upon them are usually unhealthy. These lumps, or tumors, may be caused by defective nutrition, checks, or shakes, or by the depredations of animals or insects.
(G.) Clefts, or splits, in a tree may be caused by extreme cold, heat, or drouth. They may extend into the tree several inches, and while the blemish will always remain, showing a discoloration or other defect, nature often repairs it so that the strength of the timber is but slightly affected. If these clefts are not healed, rain may find lodgment there, and the sap be so affected that the adjacent wood will be destroyed, and this in time will destroy the tree.
[Pg 10]
(H.) Eggs of certain insects are also deposited in these clefts, the larvæ of which bore into the wood and destroy it. (I.) If it were not for the birds and other natural enemies of these insects, they would increase so rapidly that the lumber supply would be seriously affected, and, as it is, there are very few trees which are not injured to some extent by wood borers. The United States Bureau of Entomology estimates that the damage to trees by these pests amounts to at least $100,000,000 annually.
(K.) Sometimes (as at d, Fig. 3) branches die or are broken off; this gives the elements access to the heart of the tree and usually causes a permanent injury, as the birds and other denizens of the forest frequently dig out the rotten wood as soon as the weather has had time to do its work, thus giving further opportunity for decay to continue its destructive action. If this does not happen, the wood will grow over the break after several years and leave a loose knot in the heart of the tree, which will be a decided blemish when the log is made into lumber. The sketch shows the endeavor of nature to repair the defect, as the annual rings will eventually close over the break.
The hard knot at e, Fig. 3, is not a serious defect, unless the wood is to be used for finish or where great strength is required.
7. When to cut lumber.—Trees which are intended for the use of wood-workers should not be felled while the sap is in motion. If cut at any other time than midsummer or in winter, the active sap is apt to sour and to cause decay. Owing to the scarcity of lumber, or from avarice, this precaution often is ignored, and trees are felled at any time of year, regardless of their age; in such[Pg 11] cases, much of the lumber lacks the essential qualities of its kind.
When a tree shows signs of dying at the top, it should be cut down, as the quality of the lumber it contains will deteriorate rapidly.
Suggestive Exercises
1. What is meant by exogenous trees? In what kinds of wood are the annual layers most prominent? Describe the formation of annual layers. What causes the difference in the degrees of hardness of wood? In the color and odor of wood? How may the age of a tree be determined? Are the broadest annual layers found in young or in old trees? From what class of trees does soft wood come? Hard wood?
2. Describe the motion of sap. What forms the sapwood? With what are the cells of the sapwood filled? Compare sapwood and heartwood.
3. Describe the four different tissues in a tree. Describe the inner bark.
4. What are the medullary rays? In what woods are they most prominent? How do they affect the strength of timber?
5. What is the nature of trees which grow in exposed situations? Where are the straightest trees found? Why does the location of a tree affect the grain? What is meant by coarse, fine, straight, and cross-grained lumber?
6. What causes wind shakes? Heart shakes? Star shakes? How may they be distinguished from each other? What causes discolorations? What is the usual character of timber grown upon marshy ground? What woods are adapted to low ground? What sometimes causes spiral growth? What do lumps and excrescences upon a tree generally signify? What causes clefts in trees? What are the results of clefts? Does nature perfectly repair the cleft? What is the usual result of a branch being broken off?
7. What is the per cent of moisture in green wood? Should very young trees be cut? Why? How may the top of a tree show when it should be felled? At what time of year should trees be cut?
[Pg 12]
Lumbering and Varieties of Wood
8. The manufacture of lumber.—(A.) There are two distinct processes in the preparation of lumber for commercial purposes, logging and sawing; the former includes all the steps from felling the tree to the delivery of the logs at the sawmill; there the logs are sawed into boards, planks, and timbers of certain dimensions, which are piled and exposed to the sun and air for a sufficient time to allow a large part of the water in them to evaporate, when the lumber is said to be “weather dried,” and ready for shipment to the consumer.
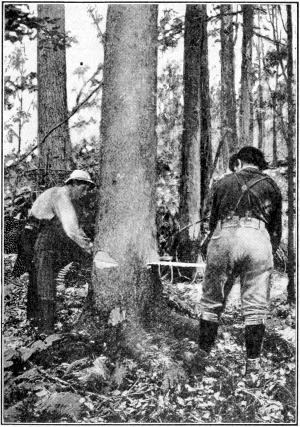
Fig. 4.—Felling a Tree.
[Pg 13]
(B.) If a lumber concern desires to begin operations in one of the great forest areas, a “land-looker” or “timber-cruiser” is sent to spy out the land, and to report upon the probable yield of timber within certain areas, and the conditions which would aid or retard the work of getting out the logs. If the report is favorable, the standing timber may be purchased by “stumpage,” which means that a certain price will be paid for each thousand feet of lumber cut, or the land may be purchased outright, though in the early history of lumbering cases have been known where these little formalities were omitted.
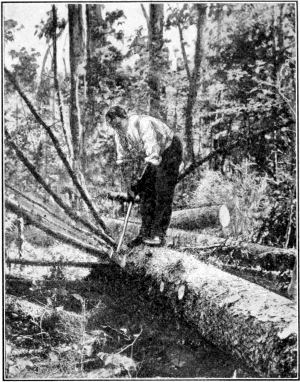
Fig. 5.—Cutting Small Branches from
Felled Spruce.
Camps are located at convenient points throughout the boundary, roads are made through the woods, and foundations, or “skidways,” built at right angles to them, to receive the logs as they are hauled down the “travoy” roads, which are narrow trails cut through the woods at frequent distances for this purpose.
(C.) The above preparations completed, the work of [Pg 15]felling the trees is begun (Fig. 4); this part of the work requires nice skill and judgment, as it is necessary that the tree should fall so that it will cause the least damage to itself and to surrounding trees. After the tree is down, the branches are cut close to the trunk (Fig. 5) and carried to one side so that they will not be in the way of the horses. The trunk is then sawed into logs, twelve, fourteen, sixteen, or eighteen feet in length, as the imperfections and the length of the tree trunk may allow. Longer or shorter logs are rarely cut except for special purposes.
(D.) One end of the log is placed upon a drag, or is gripped by a pair of tongs, and hauled to the nearest travoy road and skidway, where it is piled (Fig. 6). (E.) From the skidway the logs are loaded upon trucks, cars, or sledges (Fig. 7), and carried to the cable (Fig. 8), which is a method of hauling logs used in some parts of the country, or to the railroad (Fig. 9), or floated down a river (Fig. 10). If either of these latter methods of[Pg 17] transportation is employed, the logs are generally piled upon another skidway until there is enough for a train load, or until the conditions upon the river are favorable for them to be floated to the mill.
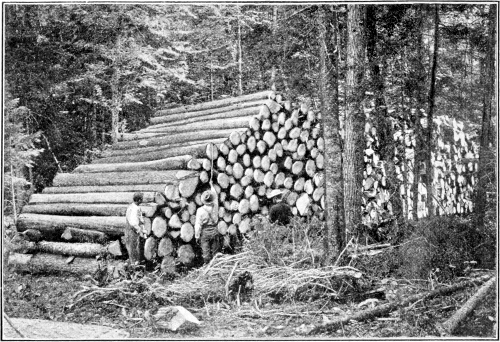
Fig. 6.—Skidway of Spruce Logs.
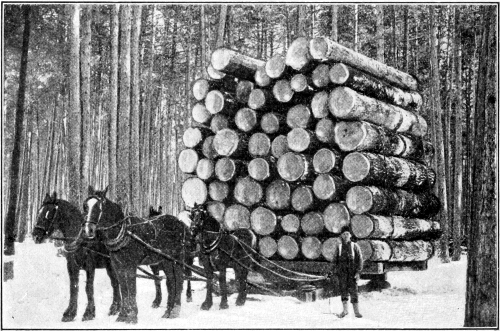
Fig. 7.—Load of White Pine Logs.
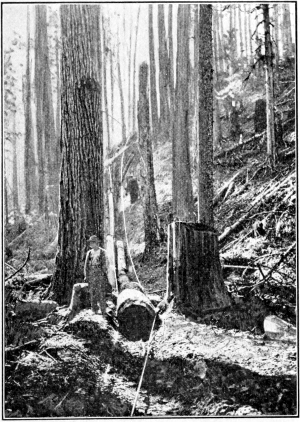
Fig. 8.—Hauling Logs by Steel Cable.
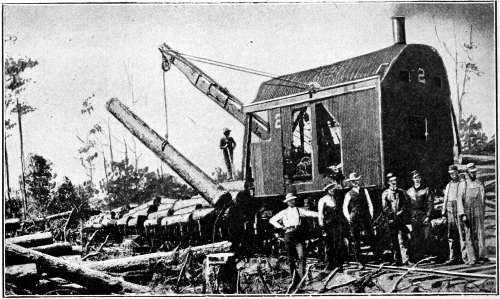
Fig. 9.—Loading Logs from Shedway to Train.

Fig. 10.—Boom of Logs.
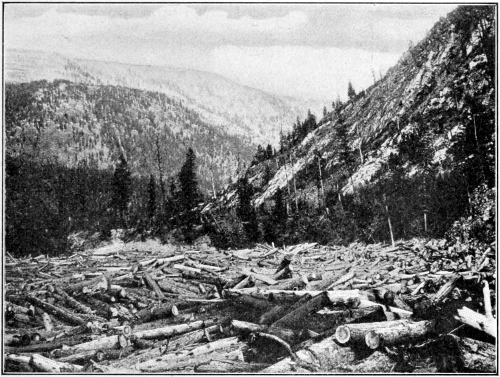
Fig. 11.—Log Jam.
(F.) Figure 11 illustrates a jam of logs, which is generally the most dangerous obstacle the lumberman has to face. A jam usually depends upon one key log, which, if loosened, will allow the jam to break instantly. The work of loosening the key log is frequently done by one or two men, who must be men of spring steel nerves and muscles, and possessed of the highest possible skill and activity, or they cannot hope to break a large jam and escape with their lives.
[Pg 18]
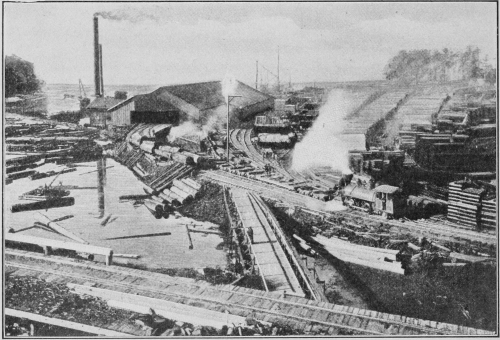
Fig. 12.—Sawmill in the Big Tree District.
(G.) The mill illustrated by Fig. 12 is one which receives its logs by both rail and river. In this case the logs which come in by rail are rolled into the river, as they can be more easily placed upon the chain feed of the mill. In winter, a small pond of water is heated, in which the logs are soaked before they are taken into the mill; this draws the frost out of them, and allows them to be worked much more easily.
(H.) There are different types of sawmills, in which the logs are worked into commercial shapes. The small enterprises use portable mills, which are moved into the woods and located upon a tract of land, remaining until all the desirable timber in the vicinity has been sawed, and then moved to another locality and the process repeated.
[Pg 19]
Large operations are conducted upon a different plan; mills of a permanent type are erected as near the forest as practicable, roads are built, tracks laid, and the logs brought from the woods by one of the methods previously illustrated; or, where it is feasible, flumes are built, and the logs floated in these to the mill. In erecting a mill of this sort, a location is selected upon a waterway if possible, as the logs may be floated more cheaply than by any other method of transportation, though some of the heavier woods will not float, and have to be handled on land. (I.) The immersion of logs in water also improves the quality of the lumber, as the action of the water upon the sap prevents to some degree the tendency to decay, and also facilitates the seasoning of the manufactured product. If the log is left in the water until it becomes water-logged, it will sink, and while it is not injured for many purposes, the wood loses some of the strength which it is supposed to have. In many localities, the salvage of sunken logs has become an industry.
(J.) In modern large lumbering operations, the timber to be cut is selected by trained foresters, thus insuring a permanent supply, and in the near future all extensive lumbering operations will, beyond doubt, be conducted upon a scientific basis, as it is apparent that unless lumbering is carried on differently than it has been in the past, the supply for the future will be entirely inadequate for the demand.
(K.) In the smaller sawmills, the logs are usually sawed into lumber of various dimensions by a circular saw (Fig. 13); but in the larger mills, the band saw generally is used. Figure 14 illustrates a double cut band sawmill,[Pg 20] in which it will be seen that the saw makes a cut each time the log is carried either way.
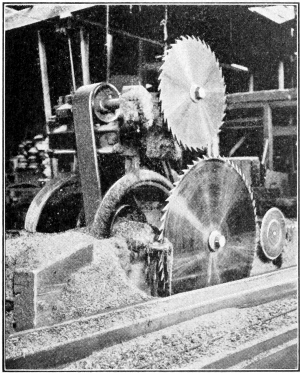
Fig. 13.—Circular Saw.
9. To saw lumber of irregular dimensions.—(A.) Besides sawing dimension timber, joists, scantlings, boards, and planks of different thicknesses are sawed, as follows: 1”, 1¼”, 1½”, 2”, 2½”, 3”, 3½”, 4”; and thicker, if desired.
(B.) If lumber is cut again from its original dimensions, it is said to be resawed. When boards or planks of the above dimensions are dressed on both sides, they will be about ⅛” thinner; thus, a board sawed 1” thick will, when seasoned and dressed, be but ⅞”, and a 2” plank will be but 1⅞” or 1¾”, though still classed by their sawed dimensions.
Thicker lumber than that above-mentioned usually comes under the head of dimension timber, which is not used to the extent that it was formerly, as steel and concrete are replacing it upon heavy work.
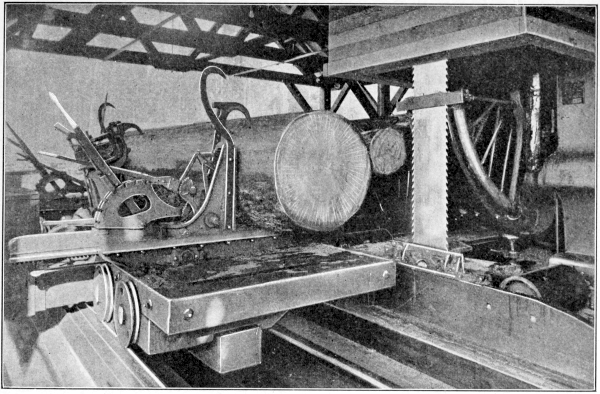
Fig. 14.—Double Cut Band Saw.
If ½” boards are wanted, 1¼” or “five quarter” lumber is usually resawed to furnish it, and after resawing, is planed upon each side to the desired thickness. Boards[Pg 22] for box stock and other special purposes are sometimes sawed as thin as ¼”.
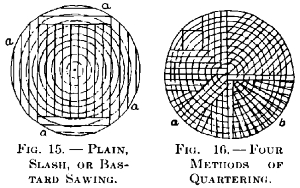
Fig. 15.—Plain, Slash, or Bastard Sawing.
Fig. 16.—Four Methods of Quartering.
(C.) The method of cutting a log illustrated by Fig. 15 is known as plain, slash, or bastard sawing, and is the cheapest way to cut logs, both as to time and waste. The log is first squared to secure a bed upon which it may lie while being sawed, which also makes it unnecessary to run each board by the edging saw to straighten the edges. The slabs at a are sawed into boards as the log is squared, and the bark, or “live edges,” sawed off afterward. These make an inferior grade of boards, as they are nearly all sap, but they are well worth saving, if large logs are being cut.
In sawing dimension timber, or “bill stuff,” good judgment is necessary to cut a log so that the greatest amount of marketable lumber can be made from it. This is done by cutting various sizes from a log, if it will not cut all of one size without too much waste.
(D.) In cutting woods which have prominent medullary rays or silver grain, the log is sawed by one of the methods shown in Fig. 16, the object being to bring the rays as nearly parallel to the surface of the board as possible, thus giving the broad silver, or quarter, grain which is so highly prized.
The best results are obtained from sections a, b; this method also gives the most waste. In plain sawed[Pg 23] lumber, the boards from the middle of the log will have the quarter grain; these are usually culled and sold as quarter-sawed.
Neither of these methods results in economy of time or material, as about 25 per cent of each is used in excess of that required in plain sawing; hence, quarter-sawed lumber is more expensive than the plain, or bastard, sawed.
(E.) Quarter-sawed lumber (Fig. 16) is preferred not only on account of its handsomer grain, but because it holds its shape better than lumber sawed in any other way, as the annual layers are approximately square with the surface of the board. As the board shrinks in the direction parallel with the annual layers, and very little from the center to the outside of the tree, it is obvious that there is much less shrinking and warping in quarter-sawed lumber than in that which is sawed plain.
The best grades of flooring are quarter-sawed, and stand usage without the surface splintering much better than does the common plain sawed material. Quarter-sawed lumber is known also as “rift-sawed,” “vertical grain,” and “comb grained.”
10. The grading of lumber.—Custom varies somewhat in different localities as to the grading of lumber, but there are generally four grades, which are often subgraded into qualities suitable for various uses.
“Number 1” lumber should be practically perfect, though in large dimensions, small and unimportant blemishes may be allowed. These blemishes in a board are usually restricted to not more than one inch of sap, a small[Pg 24] sound knot, or small discoloration, and but one blemish to a board is allowed.
“Number 2” lumber is generally allowed two sound knots, an inch of sap, and one other blemish.
“Common boards” are allowed three or four sound knots, but two thirds of one side must be clear stock.
“Culls,” the lowest grade, are used only upon the cheapest work. One half of the board must be usable.
In many cases the boards are graded by the width of clear stock which can be taken out. There are tables published by the different associations of lumber manufacturers which give the gradings under which their lumber has been measured and shipped, but as these vary from time to time no permanent list can be given.
The principal reason why there can be no permanent grading of lumber is that the forests from which the finest timber can be cut in marketable quantities are being destroyed faster than they can be replaced by nature. In anticipation of this condition, the Division of Forestry of the Department of Agriculture is actively engaged in organizing government forest preserves, in educating the people, and in promoting legislation aimed at the husbanding of our forests. When we consider the abundance of high grade lumber a few years ago, and the fabulous prices which the same grades now bring, it is evident that this movement should have begun during the days of our grandfathers, instead of waiting until nearly all the best lumber in the great forests east of the Mississippi had been cut, and inestimable damage wrought by forest fires.
11. The testing of lumber.—(A.) Dry, sound stock, if struck with the knuckles or with a hammer, will give a[Pg 25] clear ringing response, while a wet or decaying piece will give a dull response to the blow.
(B.) Every kind of lumber has its peculiar odor, by which, as well as by the grain, the student should learn to distinguish the woods in common use. This may be more easily done before the wood has been thoroughly seasoned. Wood in general has a sweet and pleasing odor; if a sour or musty smell is perceptible, it indicates that decay is present.
(C.) If there is much variation in the color of timber, or black and blue spots, the stick is probably diseased.
(D.) Decay is a disease, which may be prevented by dryness or ventilation, and frequently may be cured by soaking the wood in water for several days, or by steaming. The disease of decay is cured also by chemical preservatives being forced into lumber by pressure; this at the same time prevents insects from boring into the tree.
Alternate wetting and drying will produce rot, but most lumber, if permanently submerged or if kept perfectly dry, will last almost indefinitely. Dry rot spreads to adjoining timbers, and even to those which have no connection with the one originally infected.
12. Surveying or estimating lumber.—(A.) It is the custom to consider any board less than one inch in thickness as an inch board, and anything over one inch is measured as so many inches and fractions of an inch. For instance, a board ¾” thick is surveyed as a full inch, while one which is sawed 1½” in thickness is estimated by obtaining its surface measure, and increasing it by one half. Thus, a plank 12’ long, 8” wide, and 1½” thick would have twelve feet board measure in it.
[Pg 26]
In some localities there is a sliding scale of prices which varies with each quarter inch in thickness of resawed lumber, but this is not universal.
(B.) In surveying joists or scantling, it is customary to obtain the fraction of a foot, board measure, for each lineal foot. Thus, a piece of 2 × 4 (inches understood) has two thirds of a foot for each foot in length; a 2 × 6 has one foot, and a piece of 2 × 8 has one and one third feet of lumber for each foot in length of lumber measured. If a joist is 2 × 12, doubling its length gives the number of square feet, board measure, that the joist contains.
(C.) In measuring a common board, the widest parallel piece which can be cut from it is the width of the board being measured; therefore the board should be surveyed at the narrowest place. In measuring more expensive lumber, it is customary to average the width of the board.
(D.) In estimating all kinds of lumber in common use, the lumber scale shown in Fig. 17 is used. It is made of thin, cleft hickory, about three feet long, with one end large enough for a suitable handle; on the other end is a metal head, which is held against the edge of the board while the scale is being read.
The length of the board is marked near the handle, and at the end of the socket of the metal head, as at a.
In using this scale, the hooked end, or head, is held against the edge of the board, as at b; the eye follows along the same line of figures upon which the length of the board is found, reading those figures nearest the width of the board. Thus, a scale laid upon a board 16’ long would, without further measuring or calculating, show that the board contains 17’ board measure. If the board were[Pg 27] 12’ long, it would contain 13’; and if 14’ long, by reading the middle line of figures, the board would be seen to contain 15’.
In using this scale, it is customary to read to the nearest figure, and when there is no difference, to alternate between the lower and the higher figures upon different boards. Thus, a board 12’ long and 8¾” or 9¼” wide would be read as having 9’ board measure in it. Two boards 8½” wide, of the same length as the above, would be measured as having 8’ and 9’, respectively, in their surfaces. In short, the fractions of a foot are not considered in surveying the lumber in common use.
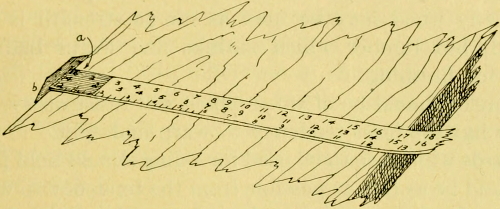
Fig. 17.—Lumber Scale.
13. Qualities of wood.—(A.) Certain kinds of wood are adapted for some purposes better than are others; the wood-worker, therefore, should be familiar with the qualities which conditions demand, and the kinds of woods which have these qualities.
Lumber for framing should be strong and durable; it should be cut from trees which grow to a size that will allow large dimensions to be cut from them.
For outside finish, the material should be wood which[Pg 28] will stand the weather, can be easily worked, and will hold its shape well.
Timbers that are to be buried must possess the quality of durability, and should be of sufficient strength to resist the strain which will be put upon them.
Flooring should wear well, hold its shape, and be of good appearance. In providing lumber for inside finish, care should be used that it has good grain and color, is not too soft, and that it will hold its shape well. Almost any wood may be used as far as strength is concerned, but lumber which shrinks and warps badly is unfit for finishing.
Shingles should be of wood which will resist decay, and which has the least tendency to warp and split.
Boards which are to be used for siding should hold paint well, and be as free as possible from the tendency to warp, split, and twist when exposed to the weather.
(B.) All material used in framing a building should be weather-dried in good drying weather for at least thirty days for each inch in thickness, and that used for inside and outside finish and floors should be thoroughly kiln-dried, and kept in a dry place until ready for use. These conditions are not always obtainable, but if the best results are desired, they should be followed as closely as possible.
The woods hereafter described comprise the principal varieties used by the wood-workers of the United States.
(C.) Ash (deciduous, or broad-leaved) is an open-grained, light-colored wood, in which the porous portions of the annual rings are quite prominent, thus making it somewhat coarse-grained.
It grows in the Northern states, and is a wood of medium[Pg 29] weight and hardness. It is tough and elastic, the young growth being much used in the manufacture of wagons, machinery frames, and for similar purposes, as it is not expensive, quite easily worked, and very strong. It has a tendency to decay, and is often badly infested with insects; therefore it is not suitable for building construction or for contact with soil.
Ash grows in forests with other broad-leaved trees, and is plentiful in many localities. There are two kinds of this wood recognized in commerce: the white, which is light-colored, and the black, which is of a brownish tinge, though there is little difference in the grain of the two. Sap is not considered a defect, but is regarded as the best part of the tree for some purposes. The wood grown in the Northern states is generally tougher than that grown farther south.
The wood from the older and larger trees is not so tough and hard as that from the younger growth, and is much used for cabinet work and for interior finish. It should be filled with a paste-filler, after which it may be brought to a fine polish. The wood holds its shape well and is useful for the purposes mentioned.
(D.) Apple (dec.) is not used for construction, as the proper dimensions cannot be secured, and as it is very stubborn to work. It is one of the best woods known to resist splitting, and is much used for chisel and saw handles.
(E.) Basswood, or linden (dec.), is a soft, porous wood, which shrinks considerably in drying. It is used for the backing of veneer work, for drawer bottoms of the common grades of furniture, for case backs, and similar purposes, and is also much used in the manufacture of spools[Pg 30] and other small articles which are made in large quantities. In building construction, basswood is used for ceilings, and for other work where strength is not needed, though for use in such places it should be thoroughly seasoned, or the joints will open.
If steamed, basswood may be bent to almost any form. Steaming also cures to a great extent the tendency of this wood to shrink and swell.
(F.) Beech (dec.) is adapted for use in places where the ability to resist a heavy strain or hard wear is necessary, as in plane stocks, tool handles, and parts of machinery. In building work, it is used to some extent for flooring and for inside finishing. It is used also for furniture, though the difficulty of working it makes it more expensive than other equally desirable woods.
If exposed to alternations of dryness and dampness, it decays rapidly; if submerged, it gives fair satisfaction.
Beech trees are common through the Ohio and Mississippi valleys, and are found to some extent in all of the states between the Great Lakes and the Atlantic seaboard.
(G.) Birch (dec.) is one of our most useful hard woods. It is found in abundance in the broad-leaved forests of the Eastern states and Canada. There are two varieties recognized in commerce, the red and the white birch. The former is used considerably for inside finish and for furniture. It takes a stain well, and may be made to imitate cherry or mahogany so exactly as to deceive any one but an expert. When finished in its own natural color, it is a satisfactory wood for the above uses, but as it ages, it turns to a muddy brown; as it is a stubborn wood to work, it is not popular.
[Pg 31]
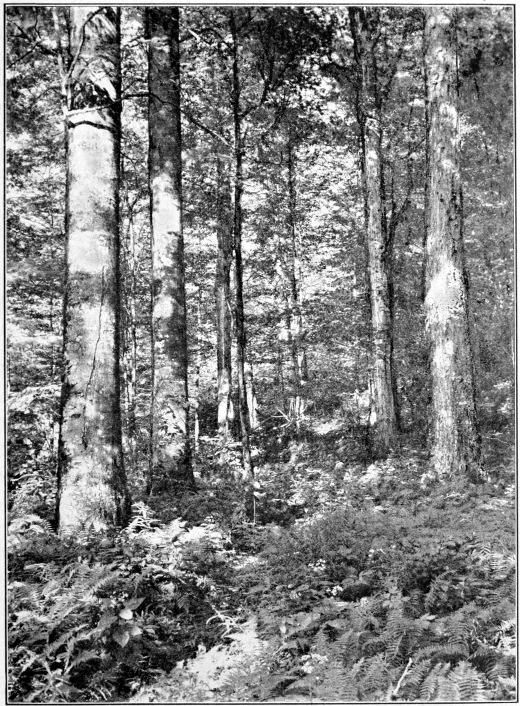
Fig. 18.—Beech and Sugar Maple Forest.
[Pg 32]
Canoe, or paper, birch is softer than the red variety, and is used to some extent by paper pulp makers, and for the manufacture of spools, dowels, and a large variety of small articles.
(H.) Butternut or white walnut (dec.) has a good grain and color; it is quite soft, though not so easily worked as are some harder woods, for it has a tendency to string while being dressed to a fine surface. It does not absorb moisture readily, and holds its shape under trying conditions.
Butternut does not split easily, takes a fine polish, and is used considerably for furniture and for interior finish.
(I.) Cedar (coniferous, or needle-leaved) is of two varieties, the red and the white. The former is used considerably for cooperage and veneers, lead pencils, and for lining moth-proof drawers and chests, as its strong odor and bitter taste protects it from the ravages of insects. The supply of red cedar is becoming limited, and it is now too expensive for common use, though our forefathers used it for shingles. The unwise and avaricious cutting of this valuable timber and of others, notably white and Georgia pine, has destroyed what would have been a supply for all time, if the cutting had been properly controlled.
White cedar is much more plentiful, and a much inferior wood; it is used for shingles, water tanks, boat building, and in the manufacture of barrels and cigar boxes. It is a very durable wood, and shrinks but little in drying. It is well adapted for burying, though not strong enough to resist a very heavy strain. It grows faster than the red cedar, and makes a larger tree.
(J.) Cherry (dec.) is one of the best of our native woods. It is much used for fine finish and for cabinet work, as it[Pg 33] holds its shape well, if thoroughly seasoned, and takes a fine finish. Its grain is of fine, even texture, of reddish color, and often stained to imitate mahogany. When well ebonized, it cannot be distinguished from the genuine wood except by weight.
Cherry is used by pattern makers for parts of patterns which are to stand rough usage. The tree is found in all of the states east of Texas, and in the Mississippi valley, but it is becoming too scarce for common use.
(K.) Chestnut (dec.) is a soft, open-grained wood, adapted to use in exposed situations. It is used a great deal for inside finish, as it will take a fine polish, and as the figures formed by the grain make it a very handsome wood for the purpose.
Not being a strong wood, it will not stand a heavy strain, and will shrink and crack badly in drying.
(L.) Cypress (con.) is similar to cedar. It is one of our most durable woods, and perhaps the best we have for outside work. It is used extensively for shingles; roofs covered with cypress shingles have been known to last for more than seventy-five years. The wood is light, straight-grained, and soft; it is easily worked, and holds its shape well. It is to great extent taking the place of white pine in the manufacture of doors, sash, and blinds, and is considered by many to be equal, if not superior, to that wood. It is much used in building small boats, and for use in places where it will be exposed to dampness. Eaves, troughs, and tanks made of it give better satisfaction than those made of any other woods except redwood and cedar, which are the only woods having anti-decaying qualities equal to cypress.
[Pg 34]
Cypress may be obtained in boards of almost any dimensions, and if it were stronger and harder, it would be one of our best woods for framing and finishing. It is used for the latter purpose to a considerable extent, as it has a handsome grain, and will take a polish well; if thoroughly seasoned, it will hold its shape as well as any wood. If it is seasoned slowly, it does not crack to an appreciable extent, but if forced, it is apt to be filled with fine shakes. Sap is not considered a blemish.
Cypress grows in the swamps and along the rivers of the Southern states, the best of it coming from those bordering on the gulf.
(M.) Elm (dec.) is a moderately hard wood, difficult to split. It warps and checks to some extent in drying, but when well seasoned it holds its shape as well as most woods in common use. It is susceptible to a good polish, and is used a great deal for interior finish and furniture, as it takes a stain well. Much of the quartered oak used in the manufacture of cheap furniture grew upon an elm stump. It is used largely in cooperage, and stands contact with the soil satisfactorily.
The elm is found in nearly all parts of the United States, but is more abundant east of the Mississippi river.
(N.) Gum (dec.), or, as it is more generally known, sweet gum, is extensively used for interior finish upon the better class of buildings. It warps and shrinks badly unless thoroughly seasoned, in which condition it is a very satisfactory wood. It is tough and strong, cross-grained, and of fine texture; its color is a warm, reddish brown, and it finishes handsomely. The gum tree grows abundantly in the Southern states.
[Pg 35]
(O.) Hemlock (con.) is found in most of the Northern states, and is used for scantlings, rough boards, under floors, and for boarding preparatory to siding. It is a fairly durable wood, but splits easily, and is apt to be full of wind shakes. It holds nails firmly.
(P.) Hickory (dec.) is the hardest native wood in common use, and the toughest wood that we have; it is too hard to be used for building material. It is flexible, and its principal use is for wagon and carriage work, and for other purposes where bent wood and great strength is required. As it does not split easily, it is much used in the manufacture of tool handles. It is liable to attacks from boring insects, and these pests often destroy much valuable timber.
Sap is not considered a defect, and the sapwood is in fact the most desirable part of the tree, on account of its creamy whiteness and great strength.
(Q.) Locust (dec.) is found in nearly all parts of the country, and is a useful and durable wood. It is much used for fence posts and, in damp locations, for railway ties, and sometimes for furniture, as it has a yellowish brown color which takes a polish well.
(R.) Maple (dec.) is a heavy, strong wood, nearly white, with a yellow or brownish tinge. There are several kinds of maple, but the kind generally used for commercial purposes is the sugar or rock maple. It does not shrink excessively, seasons without serious checking, and from it a very fine surface for polishing may be obtained. It is much used in places where it is exposed to wear, as in floors, butchers’ tables, etc., and to a considerable extent as a cabinet wood, and for interior finish. Maple does not resist decay as well as do some other woods.
[Pg 36]
Sap is not considered a defect, and on account of its whiteness the sapwood is often preferred to the heartwood for many uses.
Bird’s-eye maple is of this wood, but some peculiarity in the growth of certain trees, believed by many to be caused by woodpeckers, has caused the tree to have what seem to be numerous small knots, known as curls or eyes. The presence of these imparts a beauty which is possessed by no other wood, and has never been successfully imitated.
(S.) Mahogany (dec.) is an imported wood, and is much used in the finish of fine buildings and in the manufacture of fine furniture. It is of a rich red color, and has a beautiful grain and other desirable qualities which make it the finest wood for finish in use. It holds its shape remarkably well, unless it is very cross-grained, and is in every respect an ideal cabinet wood. Its cost is all that prevents it from being universally used.
(T.) Oak (dec.) is our best all-round native wood. It is found abundantly in nearly all parts of the country, and forms the larger part of our broad-leaved forests. There are a number of species of oak, but they are in general known to commerce as the red and the white oak. Nearly all these trees are cut for commercial purposes, but the white oak is the finest. The wood of some varieties of oak is so similar to the white oak that the difference cannot be distinguished after the work is finished, therefore they are all put together and sold as a medium grade of white oak for purposes where the strength of the genuine is not required. This will generally account for the difference in the grain and the color which is noticed in handling the commercial white oak.
[Pg 37]
Red oak is a coarser wood, and is more apt to give trouble in seasoning than white oak, though they both have to be dried very carefully, or there may be checks and cracks to such an extent that the wood will be ruined. Both the red and the white oak are used extensively in finishing and cabinet work, but the red oak is used commonly upon the cheaper grades, as it is easier to work.
The two varieties should never be used upon the same job, unless the wood is to be stained a dark color, as there is a marked difference in their appearance when finished. White oak is much used for flooring, quartered oak resulting in a beautiful floor, if the work is well done.
Oak is not a suitable wood for exposure to trying climatic conditions, though if buried deeply, or in water, where there is no alteration in moisture or dryness, it gives satisfaction. White oak is used to great extent for railroad ties, but what these are to be made of in the future is causing much speculation, as the end of the present supply of white oak is already in sight.
(U.) Pine (con.) in its different varieties is used more than any other kind of wood. It is found in nearly all parts of the United States and in Canada. Certain sections of the country which were once covered with virgin pine forests have, however, been so denuded of their wealth, and so many of their young trees destroyed, within a few short years, by the depredations of lumbermen who cared more for their immediate profit than for the prospective good of the nation, that instead of a permanent and continual supply of this valuable wood, there are now nothing but barren hillsides, and the moss-grown ruins of the lumber camps and sawmills by means of[Pg 38] which this irremediable wrong was perpetrated against posterity.
White pine is soft, easily worked, and when thoroughly seasoned will hold its shape better than any other wood except mahogany. For these reasons, and on account of its adaptability to gluing, it is used almost exclusively by pattern makers. It is found in the Northern states and in Canada. Farther south is the belt in which grows the grade of pine known as “Carolina,” the bastard or yellow pine. This belt extends from the Mississippi valley to the Atlantic coast, and is of a width to include Virginia and the Carolinas. This pine is harder to work, and has a more pronounced grain than has the white pine, but it makes a handsome wood for interior trim, as it is capable of a fine finish. Carolina pine is neither so hard nor so strong as “Georgia” pine, which is also known commercially as long-leaved pine, pitch pine, or hard pine. This wood is found from Virginia to Texas, in the states bordering upon the ocean and the gulf.
Pitch pine has a finer, closer grain than has either of the two above described, being much stronger and more dense. This is the wood which is used for heavy timbers of large buildings, and the above described grades should never be confused with it, the Carolina pine resulting in work of less strength, for instance, if used where the pitch pine was intended. Although this wood is very hard and strong, and is the best wood for heavy construction, as has been stated, it should never be used in any place which is not dry and well ventilated, as it will decay rapidly if placed in a damp location, or where it will come in contact with the earth.
[Pg 39]
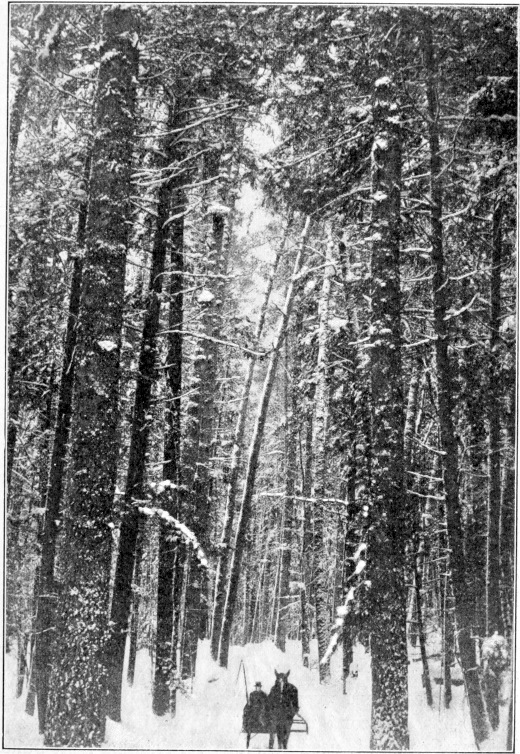
Fig. 19.—White Pine Forest.
[Pg 40]
There are several varieties of pine besides those above mentioned. These are generally less desirable for finish or for construction than is the white, yellow, or Carolina pine, but they are used extensively for the common work of light building, and by box factories.
(V.) Poplar or whitewood (dec.) is cut from the tulip tree, and is found principally in the Middle West and in some parts of the South. It is of light weight and color, with few knots, and is soft and easily worked. It is used for the common grades of cabinet work, inside finishing, veranda posts, etc. It takes a stain remarkably well, and its even texture makes it a favorite with wood carvers. It warps and shrinks considerably in seasoning, and unless held in its place, it is apt to twist.
(W.) Redwood (con.) is taken from the big trees on the Pacific slope; it is straight-grained, soft, and free from knots, and may be obtained in boards of any size which it is possible to cut. It has the reputation of being one of the best woods for use in trying conditions, or where it will be exposed to alternations of dryness and moisture.
It has a very coarse grain and takes a finish well, but it is not apt to become very popular for inside finish, as it is easily marred, and, although very soft, will, when thoroughly dry, destroy the edge of tools quicker than many harder woods. It turns to a dull, unattractive brown as it ages, if it is finished in its natural color.
It is claimed by many to be the best wood for shingles, as it resists decay indefinitely. It shrinks both ways of the grain, and burns very slowly.
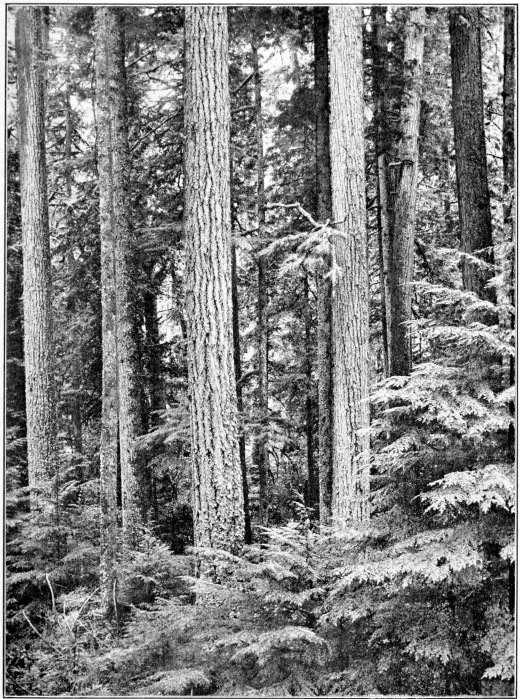
Fig. 20.—Douglas Spruce Forest.
(X.) Spruce (con.) is moderately hard and strong, and in New England is used generally for framing light buildings[Pg 42] and for rough boarding. Its color is almost pure white, and it has the valuable quality of holding nails firmly. There is little difference between the heart and the sap wood, and its texture is sometimes such that it is difficult to distinguish it from white pine. It warps and twists badly in seasoning, and on that account is not suitable for framing trusses, unless seasoned lumber is used.
Spruce is used also for a cheap grade of clapboards, for flooring, ceiling, and laths, and also by paper pulp manufacturers in immense quantities. It is a fairly satisfactory wood for immersion, but if exposed to alternations of dryness and moisture, it decays rapidly.
(Y.) Sycamore, or buttonwood (dec.), is found in nearly all parts of the Mississippi valley and in the Eastern states. It is a moderately stiff and strong wood, coarse-grained, and quite difficult to smooth to a surface, as the grain seems to run in all directions at once. It has also a disagreeable habit of warping and twisting as it seasons, but if well seasoned and properly handled, it will give no more trouble than do other woods. It takes a good polish, and is a desirable wood for inside finish.
(Z.) Walnut, or black walnut (dec.), is found in all the Middle and Eastern states. It is heavy, firm, and strong, of a chocolate color, and takes a fine finish. It is well adapted to inside finish and to furniture work.
At one time nearly all the best work was done in this wood, but at present it is out of style, as oak and other woods are more in favor. Like other varieties of our best woods, this has been cut out, and is now too expensive to be considered as anything but a fancy wood.
White walnut is described under butternut.
[Pg 43]
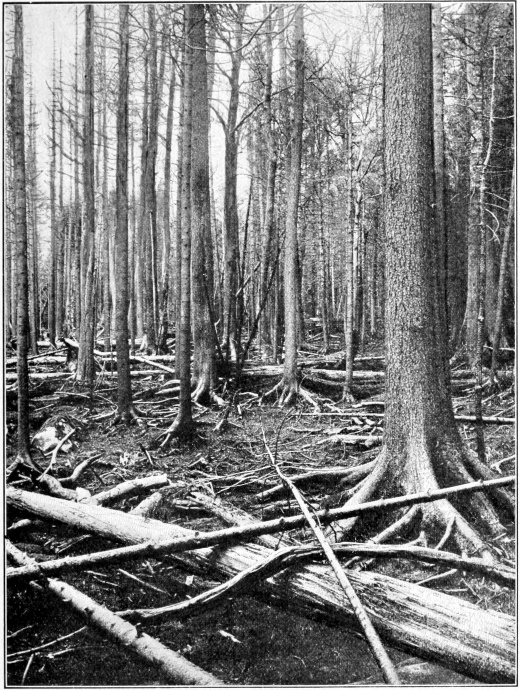
Fig. 21.—Red Spruce and Balsam Fir Killed by Fire.
[Pg 44]
Suggestive Exercises
8. How are small lumbering operations conducted? Large operations? What is the favorite method of bringing logs to the mill? Why? Compare the circular and the band saw as to economy. Why is scientific forestry a necessity?
9. What are the usual thicknesses to which planks are sawed? How much thinner is dressed than sawed lumber? How are ½ boards usually sawed? How should a log be sawed to get the most out of it? To furnish dimension lumber? Describe the advantages and the methods of quarter-sawing. Compare plain and quarter-sawed lumber as to economy. Compare and give reasons for their different shrinking qualities. What are the different names by which quarter-sawed lumber is known?
10. Describe and demonstrate the four grades of lumber as they are commonly graded.
11. What will be the nature of the sound if a dry, perfect piece of timber is struck with the knuckles? A wet or decaying piece? What does it usually signify if there is a great variety of color in a board? How may decayed lumber be detected by its odor? How may incipient decay be stopped? How may decay be prevented or cured?
12. How is lumber less than 1” in thickness surveyed? Lumber over 1” in thickness? How are joists and scantlings measured? To what lengths are logs sawed in the forest? In surveying, where should a common board be measured? A quarter-sawed board? Demonstrate the use of the lumber scale.
13. What should be the qualities of a good framing timber? Of timber for outside finish? To be buried? For floors? For inside finish? For shingles? For siding? How long should lumber be dried before using? How should lumber for inside finish be cared for while waiting for use? Describe the qualities and the uses of the following kinds of lumber: ash, apple, basswood, beech, birch, butternut, cedar, cherry, chestnut, cypress, elm, hemlock, hickory, locust, maple, mahogany, oak, pine, poplar, spruce, sycamore, walnut.
[Pg 45]
Care of Lumber
14. The piling of lumber.—(A.) To the uninitiated it may seem that the piling of lumber is work upon which it is not necessary to expend much skill, but there are few operations in which carelessness or ignorance will cause more loss to a wood-worker.
(B.) The front end of a lumber pile should be higher than the back, therefore it is a good plan to locate it upon ground which falls away to the rear, or to build the ways which support the pile so that the water which drives into the pile will run out at the back end, and not stand upon the boards, as this will cause discolorations.
15. Permanent lumber ways.—These should be built by some method similar to that shown in Fig. 22. It is not a good plan to lay timbers upon the ground, as they will decay rapidly, and there will not be sufficient room for air to circulate under the pile to allow the boards of the lower courses to dry out properly. The pile is also apt to settle when the frost comes out of the ground in the spring. Lumber should not be stacked above wet or marshy ground; if necessary to stack it where the weeds are of rank growth, the latter should be kept down.
The ways should be built with a solid foundation, well below the frost line, though this is rarely done except for[Pg 46] permanent lumber storage. This is shown at a, Fig. 22, in which it will be seen that the ways are built to stand a heavy load; the space between the centers of the ways should be about five feet, as multiples of this distance will accommodate any length of boards.
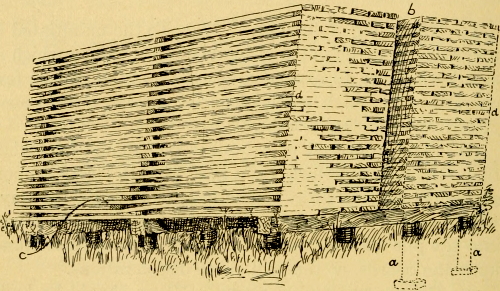
Fig. 22.—Permanent Lumber Ways.
16. To minimize the warping of lumber.—(A.) Do not place lumber piles less than one foot apart, as it is necessary that there should be a continuous circulation of air through the pile in all directions. (See b, Fig. 22.)
(B.) Lumber piles are usually four feet in width, and should be built up with sticks of that length, which are placed between the courses of boards. It is important that these be placed directly over each other and the ways; otherwise there will be short kinks in the boards, as shown at c. It is such carelessness as this that causes a great deal of loss. In piling very expensive lumber, the front sticks should be laid so as to project a little over the[Pg 47] course of boards below, and the boards of the course above should project the same distance over the stick, in order to give the front of the pile an inclination to the front, as shown at d, which will allow most of the rain-water to drop clear of the boards below, instead of running down the front and finding its way into the pile.
(C.) Square piles are sometimes built, but in these the boards should be laid with large spaces between them, to allow perfect circulation of air. It is obvious that in a pile of this sort, the boards in the center of the pile will not come in contact with the air as much as those on the outside, and that consequently, unless carefully piled, the boards may be damaged by the moisture souring instead of drying out, which usually results in decay.
(D.) During the drying out process, all boards change their form more or less, depending upon the shape of the tree trunk, the kind and quality of the wood, the part of the tree from which the log was cut, as well as its size and age, the relation of the annual rings and medullary rays to the surfaces of the board, the length of time since the log was cut before being made into lumber, whether it had lain in water for several months, and the method of piling. Thus it will be seen that in every stage of preparing lumber for market, a high degree of skill and judgment is necessary to insure the best results.
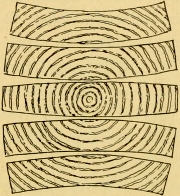
Fig. 23.—Warping of
Lumber.
The greatest deterioration in lumber, after it has been cut and properly piled, is generally due to the tendency to warp, the cause of which is indicated in Fig. 23, and which may to great extent be minimized by skillful piling. If this sketch is studied carefully, it will be noticed that the middle board is thicker in the middle than it is at the edges, and[Pg 48] that the curves of its top and bottom sides are practically uniform. This is because the annual layers are at nearly a right angle with the sides of the board, which causes the board to shrink in thickness, and very little in width. This is due to the tendency of lumber shrink around, or parallel with, the annual layers. This tendency also causes the star shakes, as at c, Fig. 3, which is because the inner layers of the log, being less than the outside layers in circumference, and less exposed to the dry air, do not shrink so fast nor so much. This tendency is again illustrated in Fig. 23, in which it will be seen that because the outer annual layers shrink faster, they cause the outside of the board, or the part which grew toward the outside of the tree, to become narrower, and to assume a concave shape, while the side nearer the center of the tree, or the inside of the board, becomes convex. This is also the reason why boards cut near the outside of the log will shrink in width more than those cut nearer the center, which shrink in thickness proportionately more than in width.
(E.) For the purpose of taking advantage of the tendency to warp, and applying it to its own remedy, boards should be piled with the side which grew nearer the center of the tree uppermost. This will help to correct the tendency of the board to warp, as explained above, as the side which would naturally assume the concave shape will be underneath, and less likely to warp than if it were uppermost.[Pg 49] This is not generally observed in stacking common lumber, since it needs care and judgment to do it properly, but it should be done if valuable lumber is being handled.
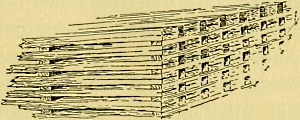
Fig. 24.—Lumber piled in Double
Courses.
Boards of practically the same width, if less than 7” wide, are sometimes stacked in double courses, as shown in Fig. 24, the outside of the boards, or the sides which grew nearer the outside of the tree being placed together, thus allowing the inside of the boards, or the sides which grew toward the center of the tree, to receive more air than the sides which are placed together, and therefore to dry out faster, which will reduce the warping to a minimum. After a pile is completed, it should be covered with old boards to protect the top courses from the weather.
(F.) A pile of valuable lumber should be restacked every six or eight months, as the boards are apt to become discolored where the lumber sticks are placed; in this rehandling, the warped boards should be placed with the concave side underneath.
(G.) If lumber is cut in winter or midsummer, and properly cared for, it is not apt to be injured by any rain which may drive into the pile, if there is free circulation of air; nor is it so liable to decay as lumber which is cut at other times of the year.
17. Weather-dried lumber.—Lumber which has been dried in the stack out of doors is not dry enough for use in the manufacture of inside finish or furniture, as it has[Pg 50] dried out only to the degree of moisture in the outside air. If it is then worked up and placed in an artificially heated house, the heat will cause more moisture to evaporate, the wood to shrink, and the joints to open. For material to be used in the frames of buildings, in wagons, or in other places where the greatest possible strength is required, not less than two years weather-drying is preferred, as the material retains its full strength.
18. Kiln-dried lumber.—Lumber for furniture or for inside finish should be seasoned by the process known as “kiln-drying.” This means that lumber is exposed to a temperature of from 120° to 200° F. by which the moisture is extracted and evaporated. Lumber thus treated is apt to be more or less weakened by the action of the heat upon the fibers of the wood, which causes thousands of minute fractures, and in many cases the life and the elasticity of the lumber is destroyed. The results of kiln-drying depend largely upon the kiln, and upon the skill with which the lumber is piled, the heat applied, and the rapidity of evaporation of the moisture regulated.
For these reasons, much kiln-dried lumber is suitable for use where but little strength is required and where the color and the grain are the important points to consider.
19. Moist air kilns.—(A.) There are two types of dry kilns in common use: the natural draft, or moist air, kilns, and the induced draft kilns. These two types are made by different manufacturers, nearly all of whom use certain devices of which they control the patents, and which constitute the chief difference between their kiln and those made by other manufacturers.
[Pg 51]
(B.) The moist air kilns are so constructed as to allow the freest possible circulation of the heated air, and to provide opportunities for the moisture to be expelled in accordance with certain natural laws, which results are obtained by a carefully planned and managed system of ventilation. These kilns operate upon the principle that heated air circulating naturally through lumber will become charged to a much greater degree with moisture than if it were forced through rapidly, as in the induced draft kilns. Thus, heated air by passing slowly through a pile of lumber may become charged with moisture nearly to the dew point.
If the humidity of the heated air is maintained at that point, by allowing the moisture to pass out as it accumulates, with a small amount of heated air, which is replaced with fresh air from the outside, it is claimed that the boards will dry out from their centers. (C.) As the warm, moist air which circulates through the pile will keep the outsides of the boards moist, it will prevent case hardening, or the hardening of the outsides of the boards. This is caused by very warm dry air, which “cooks,” or closes the pores of the surface of the boards, and this prevents the outsides from shrinking, while the insides will be so badly checked and discolored as to destroy the boards.
After the moisture is all out of the lumber, that held in suspension will gradually pass out of the kiln, and the air inside will become perfectly dry.
(D.) It is claimed that all kinds of lumber in common use may be put into this type of kiln perfectly green, except oak and other very hard woods, which[Pg 52] should have at least thirty days’ drying under good drying conditions for each inch in thickness. It is also claimed that the moist air kiln is simply weather drying accelerated,—the moisture being thoroughly extracted from the lumber, the result being the same as though it were stacked out of doors for several years,—and that the lumber has lost none of its strength, elasticity, or characteristic color.
(E.) This method sometimes is applied by steam pipes extending between each course of boards, and in this way the lumber is dried out very rapidly. Lumber used in this sort of kiln should be thoroughly weather-dried, or otherwise the high temperature will cause it to check badly. In certain forms of these kilns, the lumber is saturated with live steam after it is piled in the kiln, before the heat is turned on.
20. Induced draft kilns.—(A.) This system of kiln-drying consists of a power-driven fan, which forces the heated air at a high rate of speed through the spaces between and around the lumber piled in the chamber.
(B.) Manufacturers have different devices for extracting the moisture from the air after it has passed through the lumber piles. It may be passed over condensing plates, or through coils of pipes in which cold water is continually circulating, both of these devices being for the purpose of extracting the moisture from the heated air. If the moisture is separated from the air by condensation, it runs away, but if not, a certain per cent of the heated air is expelled out of doors, being replaced by fresh air. The air in the kiln, somewhat cooled from contact with these cooled surfaces, is returned to the heater, reheated, and again forced through the kiln, which operation is repeated[Pg 53] continuously and automatically. Thus the heated air becomes charged with a small percentage of moisture each time it passes through the kiln chamber; this moisture is extracted and the air is again heated before beginning another circuit, instead of slow circulation which allows the heated air to become saturated with moisture before it is discharged, as in the moist air kiln.
The induced draft dry kiln requires quite an expensive equipment, as the blower and the appliance which drive it are necessary in addition to the equipment of the kiln itself, which would be similar in either of the types of kiln described. Lumber to be dried in this form of kiln must be well weather-dried before it is exposed to the high temperature of the kiln.
21. Results of the two systems.—While it is not the province of this book to pass judgment upon the results of the different methods or forms of dry kilns, it is obvious that the induced draft kiln is the more expensive to operate, as the expense of running the blower is avoided in the moist air system. In this latter type of kiln the steam simply passes through the pipes, the condensation being returned to the boiler to be reheated, so the only expense is that of maintaining the fire to keep up a low pressure. In the daytime, or while the engine which furnishes the power for the plant is running, the kilns of either type may be heated by exhaust steam.
Many users of one or both systems seem satisfied with the results obtained from either, while others are decided in their preference.
22. Filling a kiln.—In doing this, care should be used that there is plenty of room for the air to circulate[Pg 54] freely around and through the pile—not less than 3” between the edges of the boards horizontally and vertically, and one foot between the lumber and the wall or adjacent pile. Each course of boards should be so planned as to bring the same width over those of the course below, if possible, in order to keep a vertical air space through the pile. In some cases the kiln is filled by placing the boards edgeways.
23. Length of time lumber should be left in the kiln.—No one should undertake to operate a kiln unless he understands perfectly the particular make of the kiln that he is handling, for if the ventilation is not correctly regulated, the entire charge of the kiln may become mildewed, casehardened, checked, discolored, or dried unevenly. No rule can be given for the time which lumber should be left in the kiln, as it depends upon the condition of the lumber, temperature, kind of lumber, dimensions, and ventilation. Generally speaking, if the kiln is properly constructed and operated, from two to four days for each inch in thickness of soft wood, and from two to three times as long, at a lower temperature, for hard wood, is usually enough to extract the moisture. It is, however, best to allow the lumber to stay in the kiln, at a moderate temperature, from three days to two weeks after the moisture is extracted, in order to harden and cook the solids of the sap, as by so doing the lumber is not so liable to be influenced by moisture in the future; this is the effect that long weather-drying accomplishes.
24. The care of kiln-dried lumber.—It is a common mistake to allow lumber to lie in an open shed or other place where it will absorb moisture from the atmosphere, and still call it kiln-dried. Lumber of this sort should[Pg 55] be kept in a place where heat can be applied in damp weather, and should be stacked in a close, compact pile, so as to prevent the air from coming in contact with it.
25. Steaming wood.—This process makes wood pliable, and adds to its durability by destroying the germs which may cause decay; it also neutralizes, to a great extent, the effect of the presence of sap. Steaming or immersing wood in boiling water minimizes its tendency to shrink and swell, and wood thus treated is not so apt to check in seasoning. Steamed wood loses some of its original strength on account of the effect of the high temperature upon the fibers.
26. Preserving wood.—In order to preserve wood, it is sometimes treated with creosote or other chemicals, which are forced into the wood at a sufficient pressure to cause them to permeate the wood thoroughly. This treatment enables the wood to resist better the elements and to keep away insects, which do a great deal of damage, frequently honeycombing the wood with holes, with little or no evidence of their presence upon the outside.
Suggestive Exercises
14. What are some of the results of piling lumber carelessly? Should the back and the front of the lumber pile be upon the same level? Why?
15. How should lumber ways be built? What kind of places should be avoided in seeking a location for lumber piles?
16. Should the piles be placed close to each other? How wide should the piles be made? What is the objection to a square pile? How thick should the lumber sticks be? How should they be placed? What is the result if they are not carefully placed? How should the sticks and the ends of the boards be placed at the front of the pile?[Pg 56] Why? What causes lumber to warp? Describe methods of piling lumber to minimize warping. Should a lumber pile be allowed to stand indefinitely? What is the proper time to cut lumber? Does it injure lumber to allow a little rain to beat into the pile?
17. What is meant by weather-dried lumber? Why is it not suitable for furniture and for inside finish? How is this remedied? For what purposes is weather-dried lumber the best?
18. What is the chief objection to kiln-drying lumber?
19. What are the two methods of kiln-drying? Describe the principle of the moist air kiln. What is claimed of it? How should hard wood lumber be treated before being kiln-dried?
20. Describe the induced draft system. What devices are used to extract the moisture from the heated air? What are the main points of difference between the two systems?
21. What is the difference in the condition of lumber which may be put in the two forms of kilns? Which is the more expensive system to install and operate? How do users of the two systems compare them?
22. How should lumber be stacked in the kiln?
23. How long should lumber generally remain in the kiln to allow the moisture to be extracted? How long to insure most permanent results?
24. How should kiln-dried lumber be cared for?
25. What is the effect of steaming wood?
26. How is wood sometimes treated to preserve it from the elements and from insects?
[Pg 57]
Tools
27. How to purchase tools.—(A.) The quality of the tools used by the mechanic is of the greatest importance. They should be selected carefully, and while it is the poorest economy to buy anything but the best, the best are not necessarily the most finely finished.
(B.) In purchasing tools, it is well to remember that those made especially for some dealer, and bearing his name, if sold for a less price than the best, are usually not of the highest grade, and should be shunned. It is wisest to buy standard makes, examining them carefully to be sure that there are no visible defects. The temper of steel may be discovered only by use, and any defects in the best grades of tools is made good upon complaint to the dealer.
28. Benches.—(A.) Figure 25 shows the type of bench used in the most up-to-date carpenter and cabinet shops, while that used by carpenters for ordinary work usually is of the type shown in Fig. 26.
(B.) In many manual-training schools, the benches are of the former type, and in the most completely equipped schools, are fitted with locked drawers and closets for the reception of tools, not only to keep the latter in condition for use, but to insure that the set of tools is complete, and to be able to place the responsibility for damage or loss.
[Pg 58]
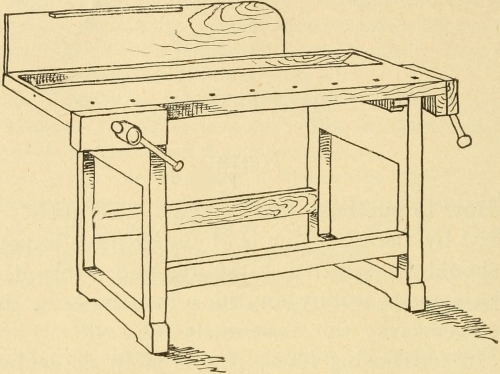
Fig. 25.—Manual-training Bench.
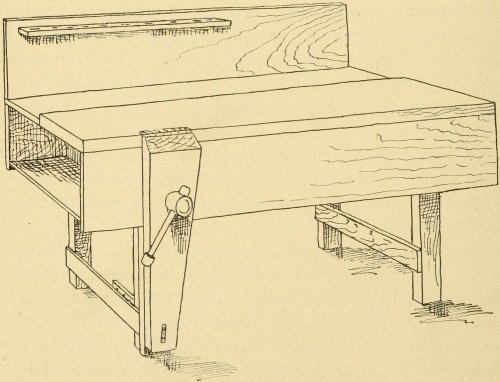
Fig. 26.—Carpenter’s Bench.
[Pg 59]
(C.) The vises should be of the modern, quick action design, which, on account of the rapidity with which they work, are superseding the old-fashioned wooden and iron screw vises.
Fig. 27.—Two-foot, Four-fold Rule.
Fig. 28.—Zigzag
Rule.
29. Rules.—The two-foot, four-fold rule (Fig. 27) is the one generally used by carpenters. It is made of different grades, the more expensive makes being divided into 16ths, 8ths, 10ths, and 12ths, and having the ⅛“, ¼”, ⅜“, ½”, ¾“, 1”, 1½“, and 3” scales upon them. Although the cheaper rule is just as accurate, it is divided usually into 8ths and 16ths only. The form of rule shown in Fig. 28 is becoming quite popular, as it is longer. Since rules are easily lost or broken, many workmen have a good rule for scaling, and a cheaper one for general work.
30. The try-square (A.) consists of the beam (Fig. 29, a), which is generally of metal-lined wood, and the blade (b), which is a thin piece of steel.
(B.) Too much care cannot be exercised in the selection of this tool, as one which is not perfectly true may [Pg 60]cause much trouble. To test a square, hold the beam against a perfectly straight and square edge of a board which is wide enough to allow a knife line to be made the[Pg 61] entire length of the blade. Then turn the square over, the other side up, and, holding the beam against the same edge, move the blade to the line. If the jointed edge of the board and the square are perfectly accurate, the knife line and the edge of the board will perfectly coincide.
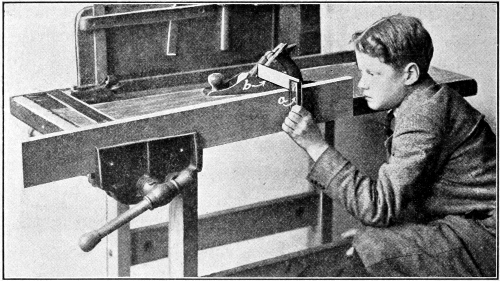
Fig. 29.—Position of Try-square in Squaring an Edge.
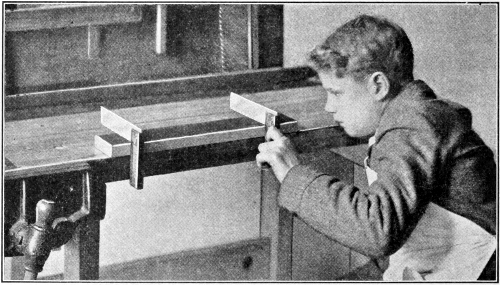
Fig. 30.—Use of Two Try-squares to See if Piece of Wood is “Out
of Wind.”
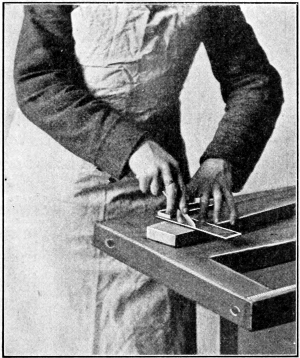
Fig. 31.—Position of Try-square when
Making Line.
(C.) The use of this tool in squaring an edge is shown in Fig. 29. The piece being squared should be in such a position that the try-square will be between the eye and the light; in this way, the slightest inaccuracy may be detected. In Fig. 31 is shown the position of the try-square when used to make a line by the edge of the blade. If working from the edge indicated, hold the beam against the edge with the thumb, and at the same time hold the blade down with one or two fingers, using the others to steady the square in its place upon the board. (D.) Two try-squares may be used to see if a piece of wood is “out of wind” (i sounded as in kind) by the method indicated in Fig. 30.
Two pieces of wood known as winding sticks, of exactly the same width and perfectly parallel, are often[Pg 62] used in manual-training schools for this purpose; they are rarely used in a shop, however, as a workman generally will use two steel squares if the piece is too large to be sighted accurately without some aid of this sort.
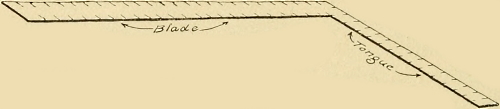
Fig. 32.—Steel, or Framing, Square.
31. The steel, or framing, square (Fig. 32) is often used as a try-square upon large work, though its most important use is in framing, or roof construction. It is indispensable in finding the lengths and the angles of rafters, braces, etc. Its use for this purpose will be explained in “Constructive Carpentry.” The long side of the framing square is known as the “blade,” and the short side as the “tongue.”
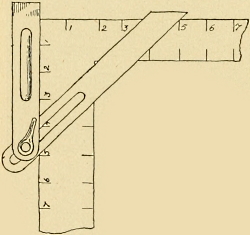
Fig. 33.—Bevel and Steel Square.
The bevel is set at an angle of 45°.
32. The bevel (Fig. 33) may be set for use in marking and testing any angle, in the same manner that the try-square is used upon rectangular work. The sketch shows the bevel and the steel square in position for setting the bevel at an angle of 45°. It will be noticed that the blade of the bevel rests upon the same figures upon both the blade and the tongue of the square.
[Pg 63]
33. The gauge (A.), Fig. 34, is for the purpose of making lines parallel to the face or working side or edge. Usually it is made in four pieces: the “head” (a), which is held against the face side or edge; the “stick” (bb), upon which the head moves; the “thumbscrew” (c), which holds the head firmly in its position upon the stick; and the “point” (d), which makes the desired mark upon the wood.
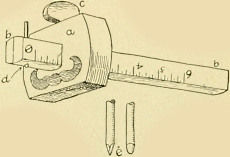
Fig. 34.—Marking Gauge.
a, the head; bb, the stick; c,
the thumbscrew;
d, the point.
(B.) A rule should be used in setting the gauge, unless one is certain that the point is located accurately with regard to the graduations upon the stick.
The point should be sharpened to work with either a push or pull cut, as at e.
(C.) The gauge should be grasped as shown in Fig. 35, and generally used with a push, though it is occasionally pulled toward the worker. One should always work from the face side of the piece.
If the point enters the wood too deeply, it may be set back, or the gauge carried on the corner of the stick as indicated, which will govern the depth of the cut. Do not use a dull gauge, or one with a round point like a pencil, as it will tear the wood, instead of making a clean cut or scratch.
Fig. 35.—Marking Gauge in Use.
34. The hammer (A.) is used by the average wood-worker more than any other tool. The “face” (Fig. 36, a) and the “claws” (b) should be tempered carefully, as they will either bruise or bend if too soft, or[Pg 64] break if too hard. The eye (c) is made longer than it is wide, to prevent the head from turning on the handle, and larger at the outside of the head than it is at the neck, so that the handle may be firmly wedged in the eye or socket. The neck (d), by extending upon the handle as it does, adds much to the strength of the connection.
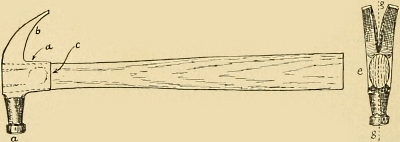
Fig. 36.—Claw Hammer.
a, the face; b, the claws; c, the eye; d, the neck; e, grain of neck.
The handle should be of young, tough, straight-grained hickory, elliptical in section, and of a size to be grasped easily.
[Pg 65]
The grain should be perfectly straight at the neck, and the annual layers should show lengthwise of the ellipse at the end, as at c. The handle should be fitted and wedged, or “hung” in such a way that a nail may be driven home in a flat surface without the knuckles striking, which means that the center of the handle should be about parallel with the flat surface. A line lengthwise of the head through the eye should exactly coincide with the long, or major, axis of the ellipse at the end of the handle, as at gg, or pounded fingers will result.
Fig. 37.
a, toenailing; b, tacking.
The bell-faced hammer is to be preferred to the flat-faced type, as it will not mar the wood so badly if the nail is missed, though more skill is required to use it. Upon rough work, the bell-faced hammer will sink the nail beneath the surface without bruising the wood badly. Upon inside work, the nails should be sunk beneath the surface with a nail set.
(B.) In nailing, the young workman should acquire the habit of grasping the handle of the hammer at the end, as this will give greater force to the blow. Upon light work, the hand will naturally slip a little toward the head. Nails should generally be driven in a slanting direction, as they hold better than if driven straight. When nails are driven as shown at a, Fig. 37, it is called “toenailing,” and when driven sufficiently to hold, but not driven home, as at b, they are said to be “tacked.” Nails are driven this way when they are to be pulled out again, as in stay laths, and in fastening pieces temporarily.
[Pg 66]

Fig. 38.—Blind Nailing and Use of a Nail
Set.
In forcing matched boards together, do not pound directly upon the tongue edge of the board, but upon a waste piece of the same material, as the tongue will be bruised so that the next board will not form a good joint. Care should be used that the hammer does not strike the edge of the board when the nail is driven home. To guard against this, a nail set should be used to sink the head beneath the surface, as in Fig. 38, so that the next board will come to its place without trouble. This is called “blind nailing.”
35. The hatchet (A.) is used for hewing light work, for shingling; and as a heavy hammer, though the face is rarely tempered to stand very heavy usage (Fig. 39, a).
(B.) A hand axe, or broad hatchet (Fig. 39, b), usually is a better grade of tool than the hatchet, and as it is of greater weight, is better adapted for heavy work. A hatchet or hand axe for general use should be sharpened[Pg 67] as at c; but for hewing only, an edge like d will give the best results.
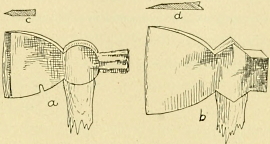
Fig. 39.—a, hatchet; b, hand axe.
(For explanation, see text.)
36. The mallet.—This tool should be used upon chisel handles, as a hammer will destroy the handle in a very short time. Mallets are of two shapes, the square-faced (Fig. 40, a) and the round mallet (b), the latter being preferred by many workmen as it will always strike a fair blow upon the chisel handle, while the square-faced mallet sometimes will miss, and inflict a painful blow upon the hand. In general, the handle of a square-faced mallet is round, which allows the mallet to turn in the hand; if the handle were made elliptical, like a hammer handle, there would be less likelihood of missing the chisel.
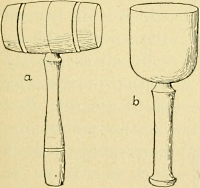
Fig. 40.—Mallets.
a, square-faced mallet; b, round mallet.
37. Saws.—(A.) The saws used by the carpenter are for cutting parallel with, or across, the grain, or a combination of the two, and all are composed of two parts, the “handle” and the “blade.”
The teeth of a ripsaw (Fig. 41, A) are suitable for sawing in a direction parallel with the general direction of the grain. The points of different saws may be from one third to one seventh of an inch apart, and form a series of[Pg 68] chisels, the cutting edges of which are filed so that they are at right angles to the sides of the blade. In action, the saw is pushed against the wood, each tooth cutting a little deeper than the one preceding it.
The cutting-off saw (Fig. 41, B) has from six to twelve knife-pointed teeth to an inch, the cutting edges being parallel to the sides of the blade, and filed so that the point of the tooth is upon the side which is set beyond the side of the blade.
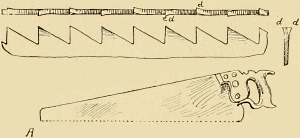
Fig. 41, A. Ripsaw.
dd, view and section of setting of teeth.
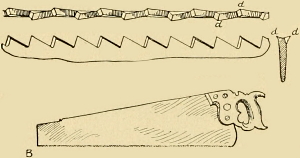
Fig. 41, B. Cutting-off Saw.
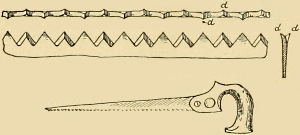
Fig. 41, C. Compass, or Keyhole, Saw.
Fig. 41.—Saws.
(In each of the three varieties of saw teeth shown in
Fig. 41, the set of the teeth is exaggerated.)
In all except the finest saws, the teeth are set; that is, the points are bent a very little in such a way as to make the cut wider than the thickness of the blade, so that the saw may cut through the wood without binding, which it could not[Pg 69] do if the cut were the same thickness as the blade. The blades of all high grade saws are thinner upon the back than upon the cutting edge, but if the saw is to be used upon the finest work, this difference in the thickness of the two edges of the blade is supposed to make the setting of the saw unnecessary. For general work, it will be found that the saw will be much more efficient if it is given a set adapted to the size of the teeth, or to the nature of the work it is expected to do.
The compass, or keyhole, saw (Fig. 41, C) is used where it is necessary that the saw should cut both with and across the grain. It is used to start the cut for a rip- or cutting-off saw, when a cut has to be made in the surface of a board. This saw is used also in many places where it is not practicable to use a larger saw, and for sawing curves. In order to allow it to cut around curves easily, the face, or cutting edge, is considerably thicker than the back, and the blade is made of soft metal. It may then be given a heavy set, so that it will bend instead of breaking or kinking, as it would be liable to do from the nature of its work if made of tempered steel.
Some carpenters working upon job work, where it is desirable to carry as few tools as possible, have a narrow 20” or 22” saw sharpened like a compass saw, which for ordinary work is quite satisfactory as either a cutting-off or a ripsaw, thus making another saw unnecessary.
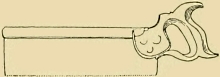
Fig. 42.—Backsaw.
The backsaw (Fig. 42) is used upon fine work; it is filed like a cutting-off saw, but the teeth have rather[Pg 70] more hook, and it often has as many as fifteen teeth to the inch, though a twelve-tooth saw is as fine as is generally used. The thick back is to stiffen the blade of the saw, and if the latter becomes sprung, a light blow upon the back, as though to drive it upon the blade, will usually straighten it.
(B.) In buying a saw, select one which is thicker upon the cutting edge than upon the back; this allows the saw to be used upon very fine work with little or no setting. See that the handle fits the hand, and that the saw hangs to suit, or “feels right.” This is a matter concerning the balance and the weight of the tool, which cannot be described, but which any one accustomed to using tools will miss if a tool not possessing this quality is placed in his hand.
A saw blade, unless very short and thick, should bend so that the point may be put through the handle, and upon being released, instantly resume its shape. It should bend evenly in proportion to the width and the gauge of the saw, and should be as thin as the stiffness of the blade will permit, as a saw of this sort cuts less wood, and therefore runs with less resistance. A compass saw, being softer, is not expected to stand the above test.
A 26” or a 28” blade is best for a heavy rip or cutting-off saw to be used upon coarse work; but for fine work, a 22” blade, commonly known as a “panel saw,” is a convenient size, though a 20” or a 24” blade is preferred by many workmen.
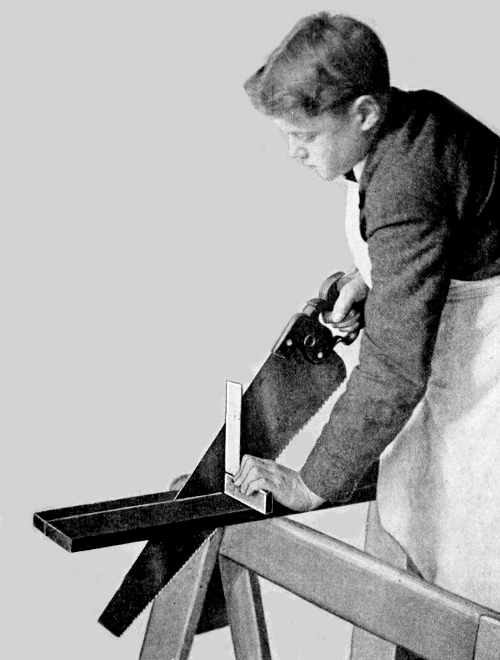
Fig. 43.—Use of the Saw.
Showing the method of using a try-square to insure accuracy.
(C.) A hard saw is best for fine work, but for general work most workmen prefer a saw of medium hardness, as the teeth of a hard saw are apt to break in setting, and its edge, if it comes in contact with metal, requires filing just[Pg 71] about as quickly as that of a soft saw, and is much more difficult to sharpen. If always filed by an expert filer, a hard saw is superior in every way to any other.
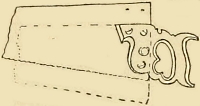
Fig. 44.—Reset Saw
Handle.
(D.) The handle of the saw should be grasped firmly by three fingers, as in Fig. 43, with the forefinger extended along the[Pg 72] side, thus making more room for the three fingers, and giving better control of the saw. Very little strength should be used in forcing a fine saw to cut, as its own weight generally is sufficient; if the saw is forced, it will not run smoothly, but will bind, and if a thin board is being worked, it is apt to split. The saw should be used from the face side of the material, so that any splinters or variation will be upon the back side and out of sight.
(E.) It is the custom of some carpenters to reset the handles of their heavy saws by drilling holes through the blade so that the handle may be fastened as close to the cutting edge as possible, as in Fig. 44. This brings the force of the stroke nearer the direct line of the cut, which obviously allows a more economical application of force. Never leave a saw in a cut, for if the piece of wood falls off the trestles, the saw is apt to be broken. (Saw-filing will be discussed later.)
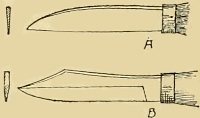
Fig. 45.—Knife Blades.
A, used by wood-worker;
B, used in manual-training
schools.
38. The knife blade used by the wood-worker for general work is similar to that shown in Fig. 45, at A. That shown at B is the form of blade in most common use in manual-training schools, as it is better adapted for whittling, its shape assisting the student to some extent to prevent the knife from following the grain.
39. Planes.—(A.) The plane is the most complex, as well as one of the most important, tools which the wood-worker uses, and a high grade of[Pg 73] skill is necessary to keep it in order, as well as to use it properly.
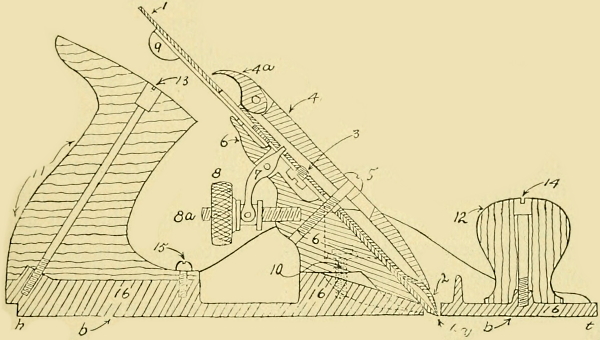
Fig. 46.—Section of Iron Plane.
1, cutter, iron, or bit; 2, cap iron; 3, plane iron screw; 4, cap lever; 4a, cam; 5, cap screw; 6, frog; 6a, mouth; 7, Y lever; 8, vertical adjusting nut; 8a, vertical adjusting screw; 9, lateral adjustment; 10, frog screws; 11, handle; 12, knob; 13, handle bolt and nut; 14, bolt knob and nut; 15, handle screw; 16, bottom, or stock.
(B.) The only plane in use until recent years had a wooden stock, and the iron was adjusted by blows with a hammer; this form of plane has changed very little since the first types were invented, as planes of ancient times have been found which in all essentials are practically the same as those in use to-day.
(C.) Our modern planes are more easily adjusted and more convenient to use, though they will do no better work than the wooden planes of our forefathers, which are still preferred by many of the best workmen. The face of an iron plane holds its shape permanently, while it is necessary that the wooden plane should be jointed occasionally.
[Pg 74]
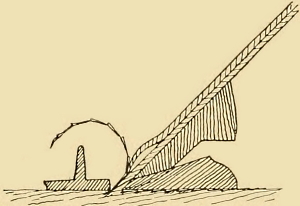
Fig. 47.—Result of Using Plane
with Improperly Adjusted Cap
Iron.
(D.) There are planes for every conceivable purpose, all constructed upon the same general principle as the common bench plane which we shall discuss later. These planes are adjusted by screws and levers, which are very simple, and any one understanding them may easily comprehend the more intricate molding or universal planes.
The adjustment of the modern plane may be understood by a careful study of Fig. 46 and by comparing it with the plane itself. The “cutter,” “iron,” or “bit” (1) and the “cap iron” (2) are the essentials of the tool, and it is upon their condition and adjustment that the efficiency of the plane depends. If the cap iron is set too far from the edge of the iron, and if the cut is made against the grain, the shaving will not break before it leads the iron into the wood, as shown in Fig. 47. If the cap iron is set somewhat less than ¹⁄₁₆” from the edge of the cutter, according to the wood being planed, it will break the shaving nearly as soon as it is cut, as in Fig. 48, and will result in a smooth, clean surface. The closer the cap iron is set to the edge, the smoother the iron will cut, as the breaks in the shaving are thereby made shorter.
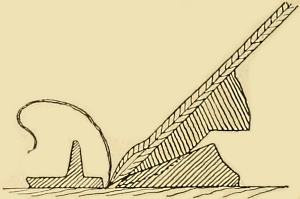
Fig. 48.—Result of Using
Plane with Cap Iron Adjusted
Properly.
[Pg 75]
It will be seen that the closer the bottom of the cap iron (2) is set to the edge of the cutter (1), the shorter the breaks will be, as in Fig. 48, and the more smoothly the plane will cut. The plane “iron screw” (3) holds the edge of the cutter (1) and the bottom of the cap iron (2) in their desired relation. The “cap lever” (4) being pressed against the under side of the head of the “cap screw” (5), by the “cam” (4a), holds the iron in its place, and presses the cap iron (2) firmly against the top of the cutter (1). Unless the cap iron fits the face of the cutter perfectly, the plane will not work satisfactorily. The “frog” (6) carries all the adjusting mechanism of the plane, and may be moved backward or forward to reduce or enlarge the “mouth” (6a), which should be no larger than is necessary to allow the shavings to pass freely. The frog rarely will require readjusting after it has been properly located.
The “Y lever” (7) forces the plane irons (1 and 2) in or out simultaneously, which governs the projection, or “set,” of the edge of the cutter (1) beyond the face, or “sole” (b) of the “plane stock,” and thus the thickness of the shaving which the plane will cut. The “adjusting nut” (8) moves freely upon the “screw” (8a) and operates the Y lever (7). The “lateral adjustment” (9) is for the purpose of forcing the iron to cut in the exact center of the width of the face (b) of the plane. The two “frog screws” (10) hold the frog rigidly in the position which will make the throat (6a) of the desired size.
The above illustrates all the adjusting mechanism; the other parts of the plane are as follows: “handle” (11); “knob” (12); “handle bolt” and “nut” (13); “knob[Pg 76] bolt” and “nut” (14); “handle screw” (15); “bottom,” or “stock” (16).
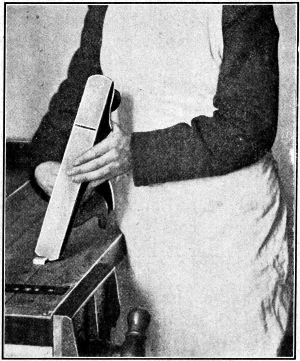
Fig. 49.—Setting a Plane.
The face, or sole, of the plane (b) must be perfectly straight, or good work cannot be done. The ends of the plane (h and t) are called the “heel” and “toe,” respectively. The “mouth” of the plane (between 6a and 2) must be kept clear of shavings, or it may become clogged.
(E.) In setting a plane, do not pass the fingers over the face, or sole, as cut fingers may result. Hold the plane as shown in Fig. 49, and look toward the light, when the exact projection of the cutter may be seen. Notice the position of the fingers of the left hand, and that the eye glances from toe to heel. This leaves the right hand free to make the adjustments. This is a workmanlike way of setting a plane, and in this, as in all handling of tools, awkwardness should be avoided.
40. Sharpening a plane.—(A.) An important part of this process is the grinding of the cutter. Set the cap back about ⅛” from the edge of the iron, and use it as a[Pg 77] guide by which to grind the iron perfectly square, as at A, Fig. 50. The cap iron should be kept perfectly square, and never touched except to fit it to the cutter, or, if it is too thick to allow the shavings to pass freely, to file the top of it to the proper thickness. If the tool is kept in order skillfully, the cap will need care only upon rare occasions.
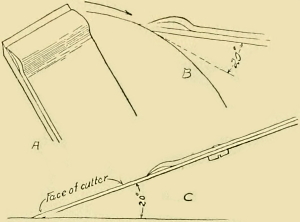
Fig. 50.—Whetting and Grinding of
Plane.
(For explanation, see text.)
The cutter should be held firmly to the grindstone or emery wheel and kept moving from side to side to prevent wearing the stone in one place. The grinding should all be done upon the beveled side of the cutter, which should be held upon the stone at an angle of about 20° (as at B, Fig. 50), more rather than less, as a thinner edge is apt to “chatter,” or vibrate, if it strikes a hard place in the wood. Many workmen use a rest when grinding; this insures a true bevel. Any device which holds the tool firmly at the same place on the stone will do for a rest.
In whetting the cutter, the screw of the cap iron should be loosened and the cap iron carried back until the screw stops at the top of the slot of the bit, as at C, Fig. 50. The screw is then tightened with the fingers to hold the cap in place; this gives a better grasp of the iron, though some workmen prefer to take the cap off entirely while whetting.
[Pg 78]
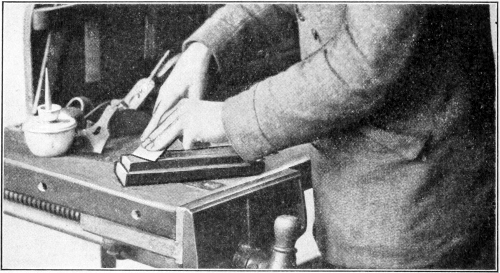
Fig. 51.—Whetting or Oilstoning the Beveled Side of a Cutter.
The bevel of the iron should be held exactly upon the surface of the oilstone, as shown at C, Fig. 50, the iron being grasped as in Fig. 51. Keep the right wrist rigid and allow the arm to swing from the shoulder, bending only at the elbow. In this way the rocking motion may be reduced to a minimum; this is necessary to preserve the bevel. Though the bevel may be maintained better by imparting a short circular motion to the plane iron, or to any edge tool which is being sharpened, it seems an awkward and fussy method of work, and rarely is used by an expert workman. By long practice the mechanic finds that a stroke made nearly the entire length of the stone will impart an edge quicker, and after the knack has been acquired, the bevel will be preserved just as well.
Turn the whetstone end for end frequently, and work upon the farther end, as in this way the stone may be kept true much longer than if one place upon it is used all[Pg 79] the time. This will also minimize the danger of pulling the tool off from the nearer end of the stone, which will generally make regrinding necessary.

Fig. 52.—Whetting or Oilstoning the Plain Side of the Plane Iron.
When the beveled side has been whetted, lay the face, or the top of the iron, perfectly flat upon the stone, as in Fig. 52, holding it down with the fingers of the left hand, using the right hand only to move the iron back and forth. Care should be used that under no circumstances is the face of the iron lifted the slightest degree from the stone. At this stage of sharpening a plane iron, the utmost care is necessary that the face of the cutter does not lose its perfectly straight surface at the edge, as the slightest deviation from absolute accuracy at this place will prevent the cap iron from fitting properly, which will cause endless[Pg 80] trouble, as the shavings will be forced between the cap and the face of the iron (see C. of this topic).

Fig. 53.—Shape
of Edge of
Plane Iron.
(B.) The shape of the cutting edge of the plane cutter has an important influence upon its efficiency. Imagine the edge divided into three equal parts: the middle part should be perfectly straight, or almost imperceptibly rounded; the two outside thirds should be slightly and gradually rounded until the corners of the iron are so short that there will be no danger of their projecting below the face of the plane. This gives the edge an elliptical shape, as shown in Fig. 53, which is somewhat exaggerated, as the shape shown is about that which would be seen if a moderately coarse jack plane were held as in Fig. 49.
(C.) In order to insure fine work, the cap iron must be fitted so carefully to the face and the edge of the cutter that, if necessary, it may be placed less than ¹⁄₆₄th of an inch from the cutting edge, though this would rarely be required except upon very cross-grained wood.
In fitting the cap iron to the top of the cutter, a very fine, sharp file should be used. The filing must all be done upon the under side of the cap iron, at the places where it rests upon the face or top of the cutter; or, if preferred, the cap may be very carefully bent, but unless there is considerable fitting necessary, and unless the joint is perfected by the use of a file, this method is not recommended.
If sufficient care and skill are exercised, a plane may be sharpened and adjusted so finely that a veneer of .01” or less in thickness of bird’s-eye maple, burl walnut,[Pg 81] ash, or similar wood may be smoothed. It is not wise, however, to spend the time necessary to keep a plane sharpened and adjusted to do this sort of work, as a scraper and sandpaper, or the latter alone, is the most economical way to smooth woods of such nature.
(D.) To remedy clogging of the mouth, remove the conditions which cause it; simply digging out the shavings is useless. An improperly fitted cap iron is one of the principal causes of trouble; the cutter may be ground so thin that when it is forced against a knot or hard place, the iron chatters, which allows the shavings an entrance under the cap iron. In this lies the only real advantage of a wooden plane over the modern iron plane, as in the former the iron is much thicker and stiffer. The cap iron may be so thick that it causes the shavings to curl too much, or the frog may be set too far to the front, which will make the mouth too small. This latter may be remedied by moving the frog back, but in a wooden plane, the mouth and the throat would have to be cut larger in order to allow the shavings to clear themselves properly.
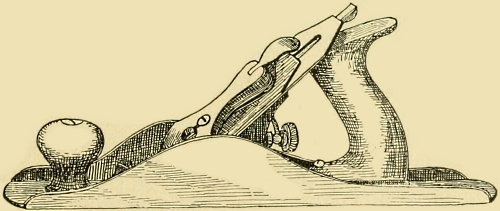
Fig. 54.—Jack Plane.
41. The jack plane (Fig. 54) generally is 15” long, and its ordinary use is for the purpose of roughing out a[Pg 82] piece of wood for jointing or smoothing. If it is properly sharpened, it may be used as a smoothing plane, or as a jointer upon small work, as it is capable of doing as good work as any plane.
The jack plane generally is ground more rounding, and the cap set farther back than in the other planes, especially if it is to be used upon rough work.
42. The jointer.—(A.) This tool is from 20” to 26” long, and is used to straighten edges and surfaces, or to fit them together. The shape of the edge of the cutter of this plane should be but slightly elliptical, less so than the jack plane or the smoother, unless the two latter are fitted for doing very fine work.
(B.) In using a jointer for squaring or jointing an edge, it should be carried to one side or the other of its face as may be necessary to take advantage of the elliptically shaped edge of the cutter, by cutting a shaving thicker on one edge than on the other, thus making the edge of the board square with the face side.
To make a perfectly square edge, the cut should be made in the center of both the iron and the width of the face of the plane. The plane should be held as shown in Fig. 55, the fingers under the face of the plane, the tops of the finger-nails touching the board lightly, guiding the plane, and keeping the bit cutting in one place upon its edge.
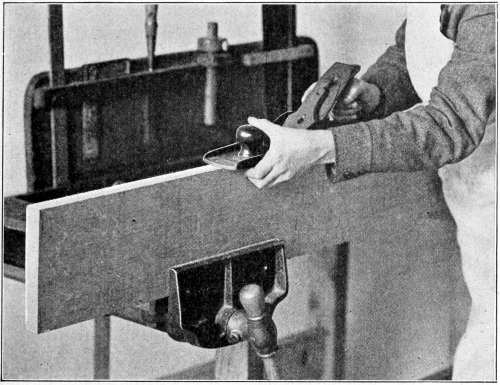
Fig. 55.—Method of Guiding a Jointer.
43. The smoothing plane (A.) is of the same type and mechanism as those described above, though it is but 9 or 10” long; if satisfactory work is expected from it, it must be kept in good order, with the cap iron perfectly fitted. For general work, it is not necessary to spend the[Pg 83] time to insure that the plane should be continually in readiness to work upon hard, tough, cross-grained wood, as a plane to do the latter kind of work well is unnecessary upon softer or straight-grained wood. For ordinary work, the cap iron should be set from ¹⁄₃₂” to ¹⁄₁₆” from the edge of the bit, but for the finest work, the closer to the edge it will fit and allow a shaving to be taken, the finer the work that may be done. No wood used upon ordinary work is so cross-grained or knurly that it cannot be smoothed economically, if a properly sharpened and adjusted plane is used.
[Pg 84]
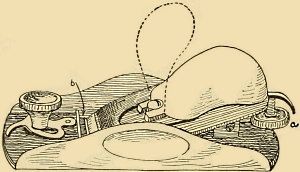
Fig. 56.—Knuckle Joint Block Plane.
(B.) A smoothing plane should cut a shaving as nearly the entire width of the bit as possible, therefore a very flat, elliptically shaped edge must be maintained. In using a plane or any kind of cutting tool, the direction of the grain of the wood should be carefully studied, and every advantage taken of it to facilitate the work.
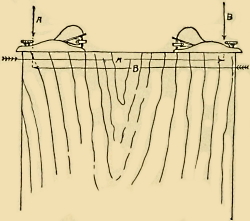
Fig. 57.—Use of the Block Plane.
(For explanation, see text.)
44. The block plane (knuckle joint cap, Fig. 56) (A.) is constructed upon a somewhat different principle than the planes above described, as the adjusting nut (a) under the cutter at the rear end of the plane is raised or lowered to withdraw or advance the bit, and thus govern the cut of the tool. The size of the mouth is controlled by a movable section of the face at b. This plane has no cap iron, as the use for which it is intended makes it unnecessary. The block plane is used across the end of the wood, at right angles with the general direction of the grain. The iron, or cutter, is so placed in the stock of the plane that its cutting angle is as nearly in line with the cut as possible,[Pg 85] with the beveled side of the iron uppermost. By this method of construction, the iron is given more stiffness to resist the chatter, or vibration, caused by planing end wood.
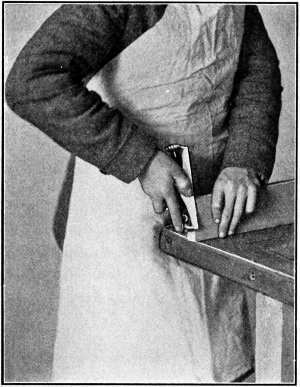
Fig. 58.—Using Block Plane upon Small
Pieces.
(B.) In using the block plane, do not make the cuts from edge to edge, or chips will be broken off at the corners; instead, plane from each edge, and stop the stroke before the other edge is reached; reverse the plane and work from the other direction, as shown at A, B, Fig. 57. Another and workmanlike way of using the block plane upon small pieces is shown in Fig. 58. Work from each edge as described above, turning the piece over for each stroke. In sharpening the block plane iron, the edge should be made slightly elliptical, and the bevel carefully maintained.
45. The correct position.—(A.) In using planes or any edge tools, a position should be taken which will furnish sufficient resistance to the pressure required for making the cut, as the pressure should be applied firmly[Pg 86] and steadily. With experience, the correct position will be taken involuntarily, but the beginner should be continually upon the watch to overcome his awkwardness.
(B.) The habit of bending from the hips is acquired easily, and the young workman should learn to work in as nearly an erect position as possible, for if the bending of the shoulders is persisted in, a permanent stoop will result. Stand facing the work and clear of the bench in order to prevent unnecessary wear of the clothing.
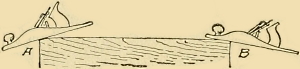
Fig. 59.—Incorrect Use of Jack Plane.
(C.) Do not allow the plane to drop over the end of the board at either the beginning or the end of the stroke, as indicated at A, B, Fig. 59. To prevent this, the hand should be kept upon that part of the plane which is upon the board; at the beginning of the stroke, the weight should be upon the front end of the plane, as in Fig. 60, and at the end of the stroke upon the rear end, or upon the handle, as in Fig. 61. Begin and end each stroke with a lifting motion instead of allowing the plane to drop as it leaves or enters the wood. The plane should be held firmly, not rigidly; do not allow it to jump; this is caused generally by an attempt to take a shaving heavier than the plane should cut, or, if the cap iron is fitted and adjusted properly, by a dull iron. A cutter will jump or chatter if it does not fit solidly against the frog. In drawing the plane back after making a stroke, carry it upon the toe, or upon one corner; do not drag it flat upon its face, as the iron is thereby dulled as much as when it is cutting, or possibly more.
[Pg 87]
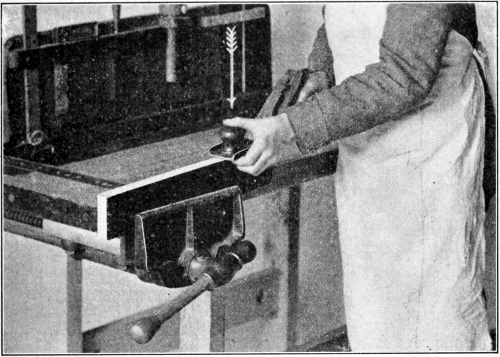
Fig. 60.—Beginning the Stroke with a Jack Plane.
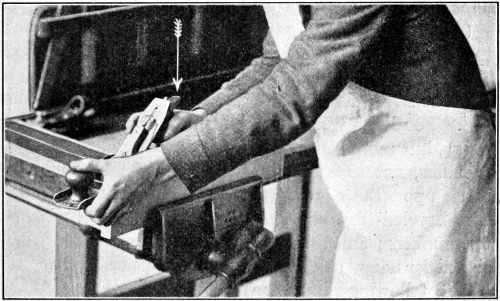
Fig. 61.—Ending the Stroke with a Jack Plane.
[Pg 88]
(D.) Carry the plane parallel with the grain when it is possible, and take no more shavings off than is necessary to attain the desired results. The young workman should make a study of the grain and the peculiarities of the different kinds of lumber upon which he works, losing no opportunity to experiment upon and compare the qualities of every available wood.
(E.) In using edge tools of every kind, little is gained, and much is often lost, by working with dull tools; tools should be sharpened often and thoroughly. This is of the utmost importance, for even with the tools in the best possible order, it will require much care and skill to do good work.
46. Chisels.—(A.) Carpenters’ chisels are used for paring and mortising; the paring chisel should be light, smoothly finished, and ground with a sharper bevel than that used for mortising, for which the heaviest chisel is none too strong.
(B.) Chisels are “tanged” or “socket,” according to the method by which the blade and handle is joined. The tanged firmer chisel (Fig. 62, A) is the older form, and is not so strong as the more recently designed socket chisel (B). For light work, the tanged chisel is preferred by many, but more commonly the socket chisel is used, as it is stiffer, not so easily broken, and has no shoulder to catch upon the edge of the wood when the tool is used. The beveled-edge chisel (C) is a favorite tool with pattern makers; and the mortise, or framing chisel (D), is designed for heavy use. A set of chisels consists of one each of the following dimensions: ⅛”, ¼”, ⅜”, ½”, ⅝”, ¾”, ⅞”, 1”, 1¼”, 1½”, 1¾”, 2”.
[Pg 89]
(C.) A large, heavy chisel, 3½” or 4” in width, called a “slice” or “slick,” is used, like a paring chisel, upon heavy work.
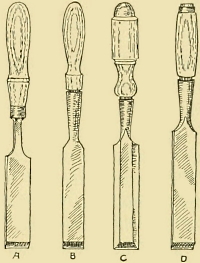
Fig. 62.—Chisels.
A, tanged firmer chisel; B, socket
chisel; C, beveled-edge chisel; D,
mortise, or framing chisel.
(D.) Handles for paring chisels may be of any hard wood and of any convenient shape, as these should not be pounded upon. Although they are occasionally used for cutting small mortises, it is not a good practice unless the tops of the handles are protected by leather or fiber tops. Mortising chisels should have handles of the toughest wood obtainable, preferably hickory, with leather nailed with small brads upon the top to protect the wood. If a leather washer is fastened to the handle by a pin or dowel, the wood will in time pound down and the leather be broken out and destroyed, while if braided upon the handle, the leather may be renewed as often as necessary. An iron ring, or ferrule, is used by many to prevent the handle from splitting, but this will bruise the face of the mallet. A hammer should never be used upon any sort of wooden handle, or the handle will be very quickly destroyed, but a mallet will injure it comparatively little. In fitting the handle to the chisel blade, care should be used that they are in perfect alignment, as otherwise a sharp blow may break the blade.
(E.) In sharpening a mortise chisel, it should be ground[Pg 90] at an angle of not less than 30°, as a thinner edge would be apt to break upon coming in contact with a knot. A paring chisel may be ground as thin as 20°, as it does not have to stand heavy blows, and a better edge for the purpose may thus be obtained. In whetting a chisel, the bevel must be carefully maintained, and the back kept perfectly straight, like the face of a plane iron, or it will be impossible to work to a line.
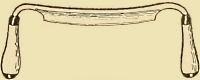
Fig. 63.—Drawshave.
47. Gouges may in general be described in the same way as chisels, except that they are curved instead of flat. The terms “inside” and “outside,” used in describing them, indicate whether they are ground upon the inside or the outside of the curve.
48. The drawshave (Fig. 63) is often used in cutting curves, in chamfering, and for roughing out work. The patent drawshave, with folding handles, is a safer tool to keep in the tool box, as the edge is protected, but it is not as satisfactory for general work as the ordinary rigid-handled tool. If the latter is used, a piece of wood should be fitted over the edge to protect both it and the hands when the tool is not in use.

Fig. 64.—Spokeshave.
49. The spokeshave (Fig. 64) should not be used in any place where a plane can be used, but only upon concave or convex surfaces; when used, it maybe either pushed or pulled.

Fig. 65.—Auger Bit.
50. Bits (A.) are of many different types, the most common being the auger bit (Fig. 65). The use of the “worm”[Pg 91] (a) is to draw the bit into the wood, thus making a heavy pressure upon the bit unnecessary. The “lips” (bb) make an incision on the wood below the cut made by the “cutters” (cc), which take the shavings out and into the “twist,” which in turn lifts them out of the hole.
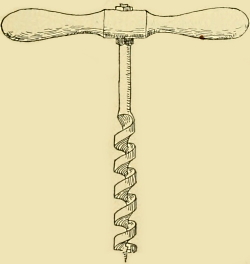
Fig. 66.—Cross-handled Auger.
(B.) Care should be used when boring a deep hole that the bit is removed before the shavings clog in the twist, which will happen if the hole becomes full of shavings which cannot be lifted out. Should clogging occur, do not use a great deal of strength in trying to back the bit out, or its “shank” may be twisted off; it is better to pull it out with a straight pull by means of a lever, if sufficient strength cannot be otherwise exerted, the pull being straight over the center of the bit from the “chuck,” not from the head of the bitbrace.
After boring the hole to the desired depth, do not turn the bit backward to remove it, as shavings will be left in the hole, but give it one turn back to loosen the worm, then turn as though boring the hole deeper, lifting under the head of the bitbrace in the meantime, by which process the shavings will be lifted out. These bits are numbered from ³⁄₁₆ths to ¹⁶⁄₁₆ths inch by 16ths of an inch. Sizes larger than these are known as augers.
[Pg 92]

Fig. 67.
A, German bit;
B, twist drill.
(C.) Large auger bits generally are fitted with cross handles, as in Fig. 66, as a bitbrace will not give sufficient leverage to make the bit cut the wood; these are called augers. The form shown is known as a “Ford auger.”
(D.) The German bit (Fig. 67, A) is used for boring small holes for screws and nails, and has entirely supplanted the gimlet of our forefathers, as its action is much more rapid. Its progression in sizes is from ¹⁄₁₆” to ¹²⁄₃₂” by 32ds of an inch; this tool is also called a screw bit.
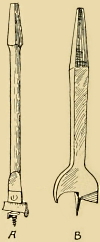
Fig. 68.
A, extension bit;
B, center bit.
(E.) The twist drill (Fig. 67, B) is a valuable tool; every carpenter should own an assortment of twist drills for use in places where other bits may come in contact with iron. The sizes range from ¹⁄₁₆” to ⅝” by 32ds. The round shank drill may be purchased in any size up to 3”, by 64ths of an inch.
(F.) The extension bit (Fig. 68, A) is a very convenient tool for boring a hole of any size within certain limits, and is at times extremely valuable.
(G.) The center bit (Fig. 68, B) is often used in boring holes through thin material which would be apt to be split if an auger bit were used.
(H.) In filing an auger bit, it should be held as shown in Fig. 69, and a small, fine file used on the inside of the lips and the bottom of the cutters; in no case should the outside of the lips be sharpened,[Pg 93] as the size of the bit will be reduced. In filing the cutter, be sure that its under side back of the cutting edge is filed enough to clear the wood after the cutter has entered it.
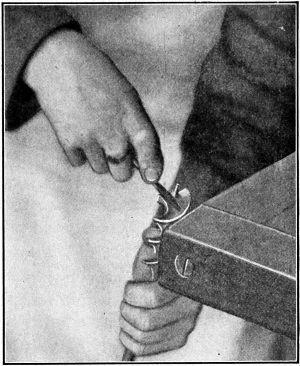
Fig. 69.—Filing an Auger Bit.
In doing this, it should be remembered that the bit progresses into the wood as it cuts, and unless the under side of the cutter is filed properly, it will bear upon the wood beneath it, back of the cutting edge, and prevent the bit from advancing. To remedy this, be sure that the cutter is kept filed thin, and that the under side is straight from the edge to the beginning of the twist.
(I.) If the lips (Fig. 65, bb) are filed off, an auger bit bores into the end wood easily.
51. The bitbrace, or stock.—(A.) This tool is used to hold the bit, and to furnish sufficient leverage to turn the bit into the wood. Bitbraces are made of different sizes, and with different devices for holding the “tangs” of the bits. A workman should own an 8” and a 10” swing bitbrace, as it is often necessary to use different sizes or kinds of bits alternately.
[Pg 94]

Fig. 70.—Ratchet Bitbrace.
(B.) The ratchet bitbrace (Fig. 70) differs from the ordinary brace only in the ratchet attachment. It is an indispensable tool to an up-to-date workman, as it may be used in many places where an ordinary brace would be useless; for general work, however, being heavier, it is less convenient than the plain brace.
52. The Screwdriver (A.) is one of the most important tools in a carpenter’s kit, and to be of use should be of finely tempered steel, for if too soft, it will turn over, and if too hard, it will break. The edge should be as thick as the slot of a screw will allow, in order to have as much strength as possible.
(B.) A round-handled screwdriver is not so satisfactory as one with an elliptical or polygonal handle, as it is impossible to obtain as good a grip upon the former as upon the latter; a round handle, planed flat upon the two opposite sides, is quite commonly used.
(C.) Ratchet screwdrivers are useful in many places where it is difficult to use two hands, and there are patent quick-action screwdrivers on the market which are suitable only for certain kinds of light work, as what is gained in speed is lost in power. The screwdriver bit is a short screwdriver blade, tanged to fit a bitbrace; it is essential in doing economical work, as screws may be driven much more rapidly than by hand, and it is also valuable on account of its greater leverage in driving heavy screws.
[Pg 95]
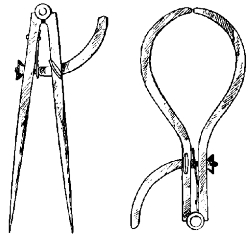
Fig. 71. Fig. 72.
Compasses. Calipers.
53. Compasses, or dividers (Fig. 71), are used to draw circles and curves, and for spacing and scribing, by which is meant the process of fitting a piece of wood to an uneven surface. Calipers (Fig. 72) are used to measure the outside of a round or oval object. Those shown are known as “outside” calipers; “inside” calipers, or those used for measuring the inside of a hole, have straight legs. These tools ordinarily are not considered a part of a carpenter’s kit, as they are generally used upon work requiring more exact measurements. Wood-workers’ tools are graded to sizes, generally nothing finer than 16ths of an inch; hence, the ordinary methods of measuring will usually give sufficiently accurate results.
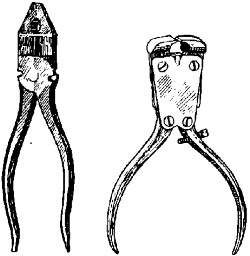
Fig. 73. Fig. 74.
Pliers. Nippers.
54. Pliers.—(A.) These are indispensable little tools (Fig. 73), and every workman should own a pair. Those combining several tools are most useful; cheap tools of this sort are usually worthless.
(B.) Nippers (Fig. 74) are made to cut wire, but not to pull nails. Being tempered for cutting, those of good quality are hard and brittle,[Pg 96] lacking the toughness necessary to pull nails, for which work a cheap pair of nippers may be purchased.
55. The scraper is one of the most useful tools in the kit of the carpenter who works upon hard wood. This tool may be purchased, or made of a very hard saw; it must be of hard, tough steel, or the edge will not last. A scraper should be about 3” × 5”, which is a convenient size for grasping with the hand. Many workmen make handles for their scrapers (Fig. 75, A and B), but cabinet makers, and others who use them continually, generally prefer to use them without handles. If a large surface is to be scraped, it is well to have a handle of a leather palm (Fig. 75, C). This is a piece of leather of suitable size and shape to protect the hand from the heat generated by the action of the scraper in cutting; the thumb is passed through the hole, and the broad part of the palm hangs between the scraper and the thick of the hand. For scraping floors, a scraper plane (Fig. 75, D) will be found valuable, though if much of this work is to be done, it will be the best economy to purchase one of the forms of floor-scraping machines.
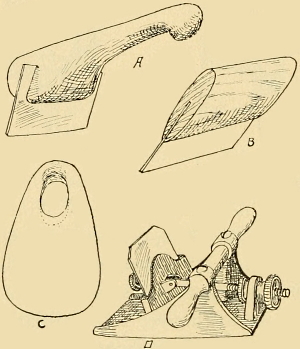
Fig. 75.—Scraper.
A, B, handles for scraper; C, leather palm;
D, scraper plane.
[Pg 97]
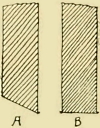
Fig. 76.—Edges
of
Scrapers.
A, beveled
edge; B, square
edge.
56. Edges.—There are two forms of edges used in sharpening scrapers,—the square and the beveled edge; in sharpening either of these, the edge should be filed, whetted, and turned with a burnisher, which imparts a wire edge, indicated in Fig. 76, A and B, which shows enlarged views of the two forms of edges of scrapers. If the eye glances along the edge of a properly sharpened scraper, the edge will appear slightly curved; this edge must be given it by filing. After the scraper is filed, each corner which is to be turned must be whetted to a perfectly keen edge upon an oilstone, as the object of sharpening a scraper is to “turn” this edge at an angle with the sides of the scraper.
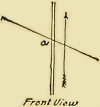
Fig. 77.—Angle
of Burnisher
with
Sides of
Scraper.
By “turning” the edge of a scraper is meant pushing the particles of steel which form the corner over so that they will form a wire edge which will stand at an angle with the sides of the scraper. When the edge has been skillfully turned, it will cut like a very finely sharpened and adjusted plane, and will work either with or against the grain without tearing the wood.
Notice carefully the angle of the burnisher with the sides of the scraper, as at a, Fig. 77, and as in Fig. 78, which indicates approximately the angle at which it should be held across the edge when seen in the view illustrated of either a square or beveled-edge scraper, the vertical lines indicating the scraper. The stroke must be from the bottom, up, as indicated. At A, Fig. 79, is shown the top view of the burnisher as it makes[Pg 98] each of the strokes in turning the edge of a square edge scraper; notice that the burnisher swings in an angle of about 15°, one stroke only being made at each angle.
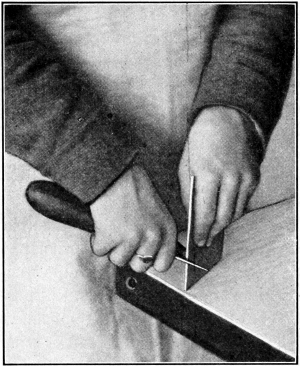
Fig. 78.—Method of Grasping Scraper
for Sharpening.
At B, Fig. 79, is shown the method of turning the edge of a bevel edge scraper; the student will notice that the angles are similar to those shown at A, except that the first stroke is made at nearly the same angle as the bevel of the scraper. An edge may often be turned at one stroke, and more than three should rarely be necessary. If more than three are made, the edge may be turned too far, which is worse than not being turned enough. The strokes should be made in the order indicated by the figures of the angles of the burnisher; otherwise it will be difficult to obtain satisfactory results.
The amount of pressure necessary to apply at this stage of the work cannot be described, but can only be discovered by practice. A steady, moderate pressure is all that is needed, but care should be used that the angle of the burnisher does not change during the stroke. This[Pg 99] will give an edge suitable for common counter or table tops, hardwood floors, and similar work, if the skill to use the burnisher properly has been acquired.
The burnisher should be slightly lubricated with oil or with the end of the tongue, as this assists it to slide over the edge of the scraper without scratching.
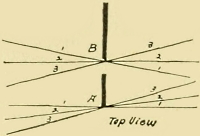
Fig. 79.—Top Views of
the Angles of the
Burnisher.
If a scraper is to be used upon very fine work, a different shaped edge should be made; it should be whetted to four perfectly square and keen corners, each of which will furnish an edge. This is a more difficult method of sharpening a scraper, but it gives four edges suitable for fine work. The edge should be turned by carrying the burnisher as shown at A, Fig. 79, making the strokes at the different angles in the order indicated by the numbers. In sharpening any scraper, care should be used that no strokes are made back of the square, as stroke bc of Fig. 80. Keep the burnisher pointing down all the time, as indicated at a, Fig. 77, as in this lies the chief difficulty. Two or three strokes should be sufficient to sharpen the scraper.
To turn the edge of a scraper properly, a burnisher is necessary. This tool should be made of the hardest steel, and is often made by the workman himself of an old file, ground perfectly smooth and polished. Perhaps the most satisfactory burnisher within easy reach of the wood-worker may be made from a nail set, which may be fitted to a handle and ground to an awl point. The back of a narrow chisel or gouge may be used, though these are rather clumsy. The burnishers found in stores are generally[Pg 100] unsatisfactory, as they are apt to be soft, and any steel which can be cut with a file is useless as a burnisher for sharpening scrapers, as the scraper will cut into it, instead of turning over.
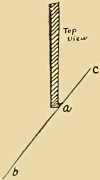
Fig. 80.—Angle
to be Avoided
in Sharpening
Scraper.
If satisfactory results are not obtained, there may be several causes: the scraper may not be of just the right temper or texture; the burnisher may be soft or rough; the edge may not have been turned over evenly, or it may have been turned over too far, as indicated in an exaggerated way at a, Fig. 80, which is the result of carrying the burnisher around too far, as shown by the line bc. This may be remedied by using the awl point as shown at d, Fig. 81, holding the scraper and burnisher in about the same relative positions as indicated, guiding the burnisher by the thumb, which should be carried on the square edge of the scraper, moving with the burnisher its entire length. In this way the edge may be turned back to its correct angle, when a very light touch in the usual way will generally make the desired edge.

Fig. 81.—
Turning
Back the
Edge of a
Scraper.
If either the scraper or the burnisher is not of the right texture, throw it away, as it is worthless. If the burnisher is rough, it may be made smooth upon an oilstone. If the edge of the scraper is rough, it may be turned back again by laying the scraper flat upon the bench, the rough side up, and the burnisher passed over it several times; then proceed as with a new edge. In general, this is not so satisfactory as it is to file, whet, and sharpen the edge all over[Pg 102] again, especially if the corner has been turned several times.
Though it may seem from the above explanation of the methods of sharpening scrapers that it is a very complex operation, it will be seen that it is not a difficult matter, if it is once worked out; usually it requires a little time and practice to acquire the knack that will make it possible to do it surely and well.
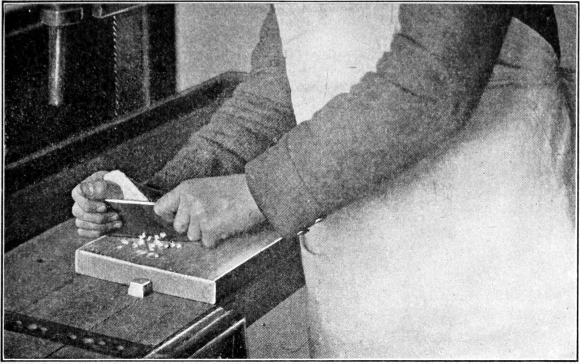
Fig. 82.—Method of Grasping the Scraper when Working upon a
Broad Surface.
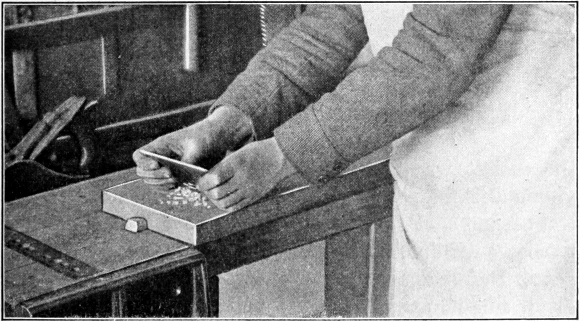
Fig. 83.—Method of Grasping the Scraper when Working within
a Small Area.
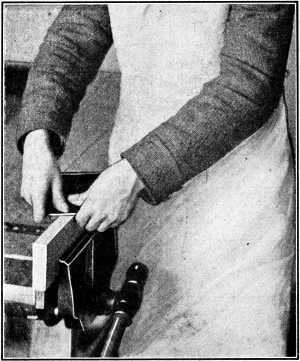
Fig. 84.—Method of Grasping Scraper
when Working upon an Edge.
In using a scraper, it may be grasped as shown in Figs. 82, 83, 84, as best suits the work being done, and the strokes should be with the grain. In using this tool, as in the use of most others, the easiest way generally is the most efficient. As the young workman gains experience, he will gradually acquire the correct methods to use his tools for all the various purposes within their scope.
57. Nail sets are for the purpose of “setting” the nails, or for sinking them below the surface of the wood; and to stand the hard usage to which they are subjected, they must be very carefully tempered. The best form of nail[Pg 103] set is that which has a cupped or hollow point, as it is not so apt to slip off of the head of the nail.
58. Wrenches are of many kinds and patterns and of every conceivable use, but that known as the “monkey,” or “Coe’s,” wrench (Fig. 85) is perhaps the most convenient for general work and has not been supplanted by any of more recent invention.
Fig. 85.—Monkey Wrench.
59. Handscrews (A.), if of good material and well made, will stand any legitimate use, and if properly used and cared for, will last a lifetime. However, a novice or a careless workman often destroys them rapidly by allowing the jaws to be under strain while in the position shown in Fig. 86, which will probably break the middle screw, and perhaps both.
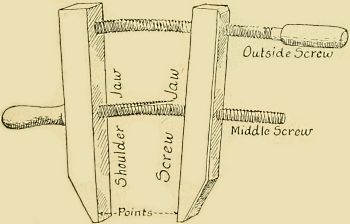
Fig. 86.—Effect of the Unskillful Use of a
Handscrew.
(B.) In using handscrews for gluing, the jaws should be set to nearly the size of the material which is to be placed between them, before the glue is spread. In placing the handscrews upon the work, the outside screw should be turned back so that it will not prevent the jaws from being[Pg 104] slightly closer at the outside screw than at the points. This will allow the strain which is applied in setting up the outside screw, to bring the jaws parallel, which is the only position in which handscrews should be allowed to remain.
In opening or closing a handscrew, the middle screw should be held in the left hand, and the outside screw in the right, as in Fig. 87; the screws should then be grasped so that they will not turn in the hand and the handscrew revolved in the desired direction. Never put unnecessary strain upon handscrews, nor leave them with a heavy strain upon them for a very long time.
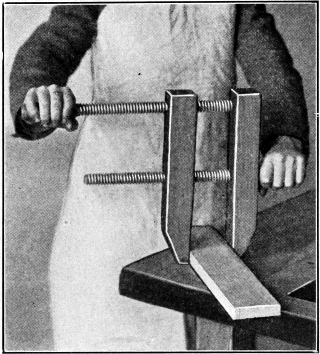
Fig. 87.—Correct Use of Handscrew.
If the work is well fitted, no more strain should be used than is necessary to bring the joints well up, and no work should be glued unless the joints fit well. In any case, the outside screw should be turned back a quarter or a half a turn after the glue has set; this will relieve the strain, and add much to the life of the handscrew.
In gluing work which requires several handscrews to hold it while the glue is setting, the handles of the outside screws all should point one way, which allows the work to[Pg 105] be handled much more easily, as the handles of the middle screws will form an even bearing upon the floor. If this is not done, the outside screws will be apt to be broken when a heavy piece of work is being glued and handled, as the weight of the work will rest upon the screws which bear upon the floor.
(C.) Before using new handscrews, the screws should be treated with beeswax and beef tallow, or with black lead mixed with oil or with wax. The latter compound is very dirty; the former lubricates the screws perfectly. The screws should be heated, and the lubricant applied hot.
60. (A.) A grindstone of good quality, from 20” to 26” in diameter, is indispensable to a woodworking shop, and should be used frequently, as the efficiency of cutting tools is much increased if they are kept well ground, and much time may be saved in whetting them.
(B.) In selecting a grindstone, be sure that it is true and round, and of a coarse, even grit, which can be quite satisfactorily determined by examining several and selecting the coarsest, as that will doubtlessly be a fast cutting stone.
(C.) The stone should be carefully centered and mounted upon a frame; the face may be kept true by means of a file or other hard steel being held against it as it revolves, or a piece of ½” or ¾” gas pipe revolved from side to side of the stone as it is turned. Never allow a stone to rest with one side in the water, as it will be made softer and heavier upon that side, and soon worn out of true.
(D.) Do not use one place upon the surface of the stone continually, or a groove will quickly be worn there; instead,[Pg 106] keep the tool moving from side to side. If properly cared for, a stone will hold its face indefinitely.

Fig. 88.—Emery Wheel Dresser.
61. Emery, corundum, carborundum, and other artificial abrasive wheels have in many cases supplanted the grindstone, as they cut much more rapidly. Any one not accustomed to using them must be careful that the temper of the tool is not destroyed, as the wheel runs at a high rate of speed, and a tool in unskillful hands is easily burned. To avoid this, the tool should be held lightly but firmly against the stone, and frequently dipped in water to cool it. If an emery wheel burns badly, it may be because it needs dressing; for this purpose a diamond emery wheel dresser is the best, but on account of its cost, various devices have been patented to accomplish the same result, one of which is illustrated in Fig. 88.
62. Whetstones.—(A.) These are used to give to a tool the keen edge necessary to cut wood smoothly. The natural stone in most common use is the “Washita stone,” which is quarried in the Ozark Mountains, and is thought by many to be the best natural stone for the general use of the wood-worker; it is fast cutting, and when of the best quality is of even texture.
(B.) Many workmen prefer an “Arkansas stone,” as it is finer and harder than the Washita. It is also more expensive, however, and is better adapted to the use of woodcarvers and engravers than to the use of wood-workers in general. It is usually not so fast cutting as the best of the Washita stones, but a finer edge may be obtained by[Pg 107] its use. There are other natural stones, but none so generally used as the above. The purchase of a natural stone is to a great extent a lottery, as only about one stone in ten has a perfectly even texture, is free from cracks, and has reasonably good cutting qualities.
(C.) If a stone needs truing, lay a piece of coarse sandpaper upon a board, and rub the stone over it until it has been ground down. The best place, however, to true up a whetstone is upon the horizontal stone of a marble worker; this is a large grindstone, several feet in diameter, mounted on a vertical shaft, upon which are placed pieces of marble to be ground to a flat surface.
(D.) Artificial oilstones, made of emery, corundum, carborundum, and other artificial abrasives, are coming rapidly into use, and, as in the case of grindstones, eventually will supplant all others in many occupations, as they cut faster than any natural stone, may be made of any degree of fineness, and are of absolutely even texture. They are also able to resist many accidents which would destroy a natural stone.
(E.) Slip stones are used to sharpen gouges and curved tools of all kinds, and may be made in any desirable shape. An oblong stone, 8” × 2” × 1”, is the size of stone in most general use by the wood-worker, and should be fitted into a box or piece of wood with a cover to keep it clean. It may be laid either flat or on its edge, as suits the workman, though the stone may be kept true more easily if it is set on its edge.
(F.) The use of the oilstone is described under topic 40, A. The oil used should be a kind that will not gum; its purpose is to prevent the glassiness which is caused by[Pg 108] the friction of the tool over the stone. Common machine oil is used by many, lard oil by others, and kerosene, or coal oil, is claimed by many workmen to be the only oil suitable for use upon an oilstone. Any one of these oils will give satisfactory results, but kerosene keeps the stone cleaner, thereby adding to its efficiency, and for this purpose lubricates quite as well as any of those above-mentioned.
63. (A.) Files are used for many purposes by wood-workers. An assortment consisting of 4” and 6” slim taper, or three-cornered, files; 8” and 10” flat, or bastard, files; 8”, 10”, and 12” round files; and 8” and 12” half round wood files and rasps should be in every carpenter’s kit. The 4” slim taper files should be used upon the finer saws, and the 6” upon the coarser ones, though the latter are used by some workmen for both saws. Upon jobbing work, it is necessary to have a few warding and knife files to use upon keys and odd jobs, and also to sharpen bits.
Files and rasps are made of every shape and size, and for every purpose. Wood files usually are tempered to stand lead or soft brass, and should never be used upon anything harder.
In drawing a file back between the cuts, do not allow it to drag, as it is injured thereby about as much as when it is cutting.
(B.) There are a great many other tools and appliances used by the wood-worker with which the workman should be familiar, but it is not necessary to describe them, as the above-mentioned are the most essential tools common to all forms of woodworking. There is no important principle involved in the construction, care, and[Pg 109] use of woodworking tools which is not discussed in this chapter, and the student who becomes thoroughly familiar with the matter treated will have little trouble in learning to handle other tools.
Fig. 89.—Jointing a Saw.
64. Saw filing.—(A.) This is an accomplishment which every young wood-worker should master, as its possession will save expense and inconvenience, and add much to his efficiency as a workman.
(B.) The first step in sharpening a saw is to examine the edge carefully to see if the teeth are of an even length; if they are not, they should be jointed. This is done by using a flat file held perfectly square in a block, as shown in Fig. 89. One or two light strokes usually will be enough to make all the teeth of the same length. The edge of the saw should round slightly in the middle, say about ⅛” for a 24” or a 26” saw. If the edge is perfectly straight, it should not be jointed to this shape at once, but a little at each time for several filings.
[Pg 110]
Fig. 90.—Hand Saw Set.
(C.) After jointing the saw, be sure that it is properly set. This may be done by a saw set, of which there are several patterns in use; these are all of two types, the hand set (Fig. 90), and the anvil set (Fig. 91). Either of these forms is efficient, but as it is more convenient, the hand set is more commonly used. Do not give the saw too much set, or it will not cut smoothly, but will break the wood badly on the back side of the cut; there is also greater danger of breaking the teeth, and as more wood is cut out, more muscle must be applied. The point of the teeth only should be set, and care should be used that the blade of the saw is not sprung, which will be apt to result from setting the teeth too far from the point.
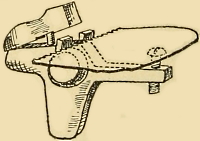
Fig. 91.—Anvil Saw
Set.
A saw to be used upon green lumber should have coarser teeth and more set than one which is to be used upon thoroughly dry, seasoned wood. A panel saw intended for use upon fine finishing work usually is ground so thin upon the back that it needs little or no set. Some workmen set a saw so heavily that it will do for several filings; while this is satisfactory for a soft saw to be used upon common work, it is not a good plan to treat a fine, hard saw this way, though the latter may be touched up once or twice.
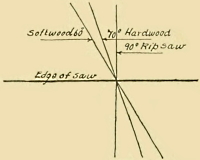
Fig. 92.—Angle of the File
with the Edge of the
Saw.
(D.) In filing, it is important that the file should be carried at the same angle the entire length of both sides[Pg 111] of the blade. For a cutting-off saw, the file should be carried at an angle with the side of the blade of from 60° for soft wood to 70° for hard wood, as shown in Fig. 92; and for general work, at an angle about halfway between the two. The file may be carried horizontally, as at aa, Fig. 93, which makes all the teeth of the same size; as at A, Fig. 94; or it may be carried as at bb, Fig. 93, which will make the teeth of the shape shown at B, Fig. 94. The latter method is preferred by many workmen, as it allows the file to run more smoothly, thus lengthening its life a little. There is no difference in the efficiency of the saws filed by these methods, but if filed as at bb, Fig. 93, it is more difficult to keep the teeth of the same size, and to make a good-looking job.
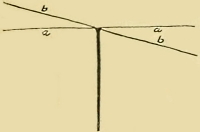
Fig. 93.—Angle of the
File with the Sides
of the Saw.
In filing a cutting-off saw, the top of the file should be held more or less slantingly, as shown in Fig. 95, according to the hook which it is desired that the teeth shall have. The more hook a saw has, the faster it will cut, but the cut will be rougher in proportion. Experience is necessary to discover just the right angles at which the file should be held; after considerable practice, the file will naturally drop into the correct position.
File every tooth upon each side of the saw to a perfect point, one half of the filing being done from each side; file[Pg 112] the entire length from one side, then reverse the saw and file from the other side. This cannot always be the exclusive practice if a saw is in very bad shape, because if the teeth are of uneven sizes, care must be used, and more filed from some teeth than from others. It may, in such a case, be necessary to go over the saw two or three times, but it should be done very carefully, so that the bevel of the teeth may be preserved and their length kept the same. Observe each tooth, and press toward the point or the handle of the saw, as may be necessary. The file should be carried with its point toward the point of the saw, filing the cutting or the front side of the tooth of the farther side of the saw, and the back of the tooth next ahead on the nearer side with the same stroke. If the point of the saw is carried toward the handle of the saw, it makes the teeth chatter, and upon a hard saw, may make them break. It also causes an excruciating noise, and shortens the life of a file, as the continuous chatter against its teeth will soon break them, and destroy the file.
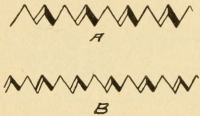
Fig. 94.—Results of
Filings as at aa and
bb, Fig. 93.
A ripsaw requires more set than a cutting-off saw, and if, as usual, the file is carried square with the blade both ways, the saw may be filed from one side.
After a saw is filed, it should be laid upon a perfectly flat surface, and given a light touch with a flat file or a[Pg 113] whetstone, to remove the burr caused by the file, as in Fig. 96.
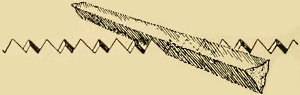
Fig. 95.—Method of Carrying a File
to obtain the Hook of a Cutting-off
Saw.
The teeth of the compass saw should be a combination of the rip- and the cutting-off saw, as it does the work of both as occasion requires. The teeth should be nearly as hooking as those of a ripsaw, and the front teeth filed at an angle of about 80° with the side of the saw. In filing the back of the teeth, the hand should be carried a little lower than horizontal. Figure 41, C, shows three views of the teeth of a compass saw.
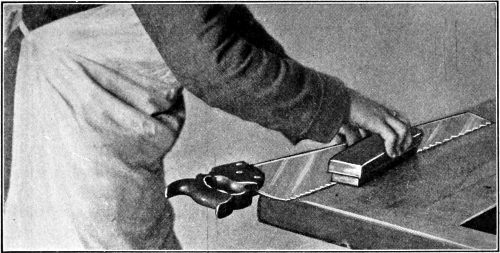
Fig. 96.—Removing the Burr after Filing a Saw.
Suggestive Exercises
27. What should be the quality of all mechanics’ tools? Is a good, serviceable tool always finely finished? Are tools made especially for some dealer always reliable? What is the safest method to follow in buying tools? How may the efficiency of a tool be known?
28. Describe two forms of benches. Describe a modern vise.
29. Describe the rule in common use.
[Pg 114]
30. For what is the try-square used? Why should special care be used in purchasing one? How may a square be tested?
31. Compare the steel square and the try-square.
32. Describe the bevel and its use.
33. For what is the gauge used? Should the graduations of the gauge be depended upon in setting it? What special form of gauge is useful?
34. What will be the result if the head of a hammer is not properly tempered? Why is the eye shaped as it is? How is the handle fastened to the head? Describe the wood necessary for a hammer handle. How should a hammer be hung? How should nails be driven so that they will hold the best? What should be guarded against in driving up ceiling or matched boards? How and why should nail heads be sunk below the joint surface?
35. For what is a hatchet used? Describe two ways of sharpening a hatchet.
36. What is the principal use of a mallet? Describe and compare two forms of mallets.
37. What are the two parts of a saw? Describe the use of a ripsaw. After what tool is it modeled? After what tool are the teeth of a cutting-off saw modeled? What kind of saw combines the teeth of both? For what is it used? Why is it made of softer metal than are other saws? Describe a saw adapted to jobbing work. Describe the backsaw. How can the blade be straightened if it is sprung? What kind of saw is used for fine work? How should the thickness of the back of a saw compare with its cutting edge? What is gained by this? What test should the blade of a high-grade saw be able to stand? What are the best sizes for saws? Compare the practical features of a hard and a medium hand saw. How should a saw be held? How much force should be used upon a saw? How do some workmen change the handles of their saws to make the saws run more easily?
38. Describe the knife commonly used by the wood-worker. Why is the form of blade used in manual-training schools more suitable for whittling than the form used by the wood-worker?
39. Compare the old-fashioned and the modern planes. Describe the mechanism of the modern plane and its action. What should be[Pg 115] the condition of the face of a plane? How should a plane be held so that one may see the adjustment of the cutter?
40. Of what use is the cap iron in grinding a plane bit? How may a grindstone be prevented from wearing unevenly? Upon which side of the bit should all the grinding be done? At what angle should it be ground? What is the objection to grinding a bit too thin? Where should the cap iron be while whetting? How should the bevel of the bit be held upon the stone? Describe the correct action of the arm while whetting. How should the whetstone be prevented from wearing unevenly? What motion should be avoided in whetting? What is the correct shape of the edge of a plane iron? What is the use of the cap iron? What is apt to result if the cap iron is too thick?
41. What plane is used generally for rough work? In what way does the edge of its iron differ from that of other planes?
42. What plane is used for straightening edges and surfaces? What should be the shape of the edge of the iron of this plane? How should a plane be carried to joint an edge square?
43. What plane is used in smoothing fine work? What should be the position of the cap in smoothing hard, cross-grained wood? How should edge tools of all kinds be used in relation to the grain?
44. Compare the construction and the use of the block plane with the above planes.
45. What position should be taken when at work with edge tools of any sort? Should the workman bend from his hips or from his shoulders? What should be guarded against at the beginning and the end of the strokes of a plane? Is it ever economy to work with dull tools? How should a plane be drawn back after a stroke?
46. What are the two forms of chisels? Describe the peculiarities and uses of each. Describe a durable form of chisel handle. Should a mallet or hammer be used in pounding upon a chisel handle? Why? Describe and give reasons for the difference in the grinding of the paring and the mortising chisel. Describe a set of chisels. What is a slice, or slick?
47. Describe a gouge. What is the difference between an inside and an outside gouge?
48. Describe the form and uses of a drawshave. Compare the utility[Pg 116] of the rigid- and the folding-handled drawshaves. How should the edge of a rigid-handled drawshave be protected?
49. Describe the form and the use of a spokeshave.
50. What is the form of bit in most common use? Describe the different parts of an auger bit and their functions. How may the clogging of a bit be prevented? If a bit should become clogged in a hole, how should it be drawn out? Describe the form and the use of a German bit; of a twist drill; of an extension bit; of a center bit. Describe the method of sharpening a bit. Demonstrate. What part of a bit should never be filed? Why?
51. Describe the form and the use of bitbraces. Describe the ratchet brace. Which is the more convenient brace for common use?
52. What should be the shape and the temper of the point of a screwdriver? What should be the shape of the handle? What is the value of a screwdriver bit?
53. Describe the use of compasses; of calipers.
54. Describe the use of pliers. What is a good form for common use? Should wire-cutting nippers be used to pull nails? Why?
55. For what is a scraper used? What is the best size for a scraper? Describe handles for scrapers. Describe a leather palm and its use.
56. Describe a burnisher. How should a scraper be sharpened for rough work? For fine work? How may a burnisher be used when the edge of the scraper has been turned over too far, or when the edge is not sufficiently keen? How should the scraper be used in relation to the grain?
57. Describe the best form of nail set.
58. What is the form of wrench in most common use?
59. How long ought handscrews to last? What should be the position of the jaws when in use? Which screw should be set first? How should handscrews be treated to make them work more easily?
60. What are the characteristics of a good grindstone? How should a grindstone be trued?
61. Compare emery wheels and grindstones. What should be guarded against in the use of an emery wheel?
62. Why is it necessary to use a whetstone? What kind of stone is commonly used? What is a finer kind of stone? Compare the two[Pg 117] kinds. How may whetstones be trued? What kind of stones are coming into use? Compare the wearing qualities of stones laid flat and edgeways. What forms of stones are used for gouges? What kinds of oils are used for oil or whetstones?
63. What kinds of files are used for saw filing? Describe the files generally used by wood-workers. Describe wood rasps and files.
64. Describe the jointing of a saw. What should be the shape of the cutting edge of a saw? Describe the purpose, and demonstrate the process, of setting a saw. Compare the set of saws for coarse and fine work. At what angle with the sides of the blade should a file be carried in filing a cutting-off saw? Compare the results of carrying the file horizontally and with an upward inclination. At what angle with the sides of the blade should the file be carried in filing a ripsaw? If the saw is in bad shape, should the attempt be made to bring it to a finished point when going over it the first time? What should be the direction of the point of the file while it is cutting? Compare the set of the ripsaw and that of the cutting-off saw. Compare the teeth of the compass saw with those of others.
[Pg 118]
Glue and Sandpaper
65. Different kinds of glue.—(A.) Wood-workers use both liquid and sheet or stick glue, but as the former requires little skill in its use, we will deal principally with the latter, which is made of hides, sinews, bones, and waste material of slaughterhouses. Different grades of glue are made of various kinds of refuse, but the processes of treating them all are similar.
(B.) The material from which glue is to be made is steeped in lime water at low temperature, or subjected to a chemical treatment for a sufficient time to separate the fat from the fiber. The latter is then washed in clean water and boiled down to gelatin, which is spread upon wires to dry and harden, when it is ready for use.
(C.) Ground glue makes up more readily than that which comes in sheets, and therefore is preferred by many workmen. It is frequently adulterated, but if made upon honor, it is as good as the glue from which it is made, and does not deteriorate unless kept for a long time in a damp place. As it is not possible to apply certain tests to ground glue which may be used upon that in sheets or sticks, many workmen prefer not to use it unless sure of its quality.
(D.) The highest-priced glue is not always the best for all purposes, and a dealer who handles different grades can[Pg 119] generally advise which should be used, though the medium grade in common use is usually satisfactory for general work.
(E.) It is impossible to give infallible rules for testing glue in the stick, or to say that glue should be of any special color, or that it should be either transparent or opaque; but, in general, glue suitable for ordinary work will be of a reddish, yellowish, or light brownish color, clear and transparent, and not offensive to either taste or smell, though some of the best makes of glue are absolutely opaque. Good glue will swell in cold water, but will not dissolve until it has nearly reached the boiling point. It will also absorb more water than will poor glue, and is therefore more economical. Any test which depends upon the brittleness or dryness of the glue is not reliable, as a somewhat damp, good glue will not stand this test as well as a poor glue that is very dry. If conditions are the same, and comparison is possible, it is fairly safe to assume that if a good glue is cut with a sharp knife, a hard, elastic shaving will result, while a poor glue will give a shaving which is extremely brittle, and will break into little pieces.
A safe way to test glue is to prepare a number of pieces of the same kind of wood, 1” square and about 12” long, fit them perfectly end to end in pairs, and glue as many of them together as there are samples of glue to be tested. After the glue is thoroughly hard, clamp one of the pieces of each pair to a bench top, with the joint coinciding with the edge. Hang a pail about 10” from the joint on the piece which projects over the edge of the bench, and allow sand to run into it slowly, until the joint breaks. Repeat this process with each pair which has been glued up, and[Pg 120] the amount of sand necessary to break the joint will furnish a basis of comparison between the different varieties of glue tested.
(F.) Glue should be soaked in cold or lukewarm water before being put into a glue pot, which should be a double vessel, with the glue in the inside pot, and the hot water or steam in the outer jacket. In making up glue, it should be brought to the boiling point until melted, and then removed from the heat, for if kept continually hot, it loses much of its strength by being cooked too much, as this makes continual thinning necessary.
If time will not permit, the preliminary soaking may be dispensed with, and the hard glue put at once in the hot water, in which case it must be stirred frequently while melting, or it will form a mass. If the water boils out of the outside kettle, and the glue burns, throw it away, as it is worthless.
Glue should be thinned with cold water, after which it should be allowed to become thoroughly heated before using; in the shops, this is not always done, as there may not be time to allow the glue to become heated again; therefore it is quite the common custom to thin the glue with hot water.
(G.) Paint brushes, or other brushes in which the bristles are set in glue, are not suitable for use in hot glue, and those made especially for this purpose should be purchased. For very small brushes, a strip of basswood bark may be soaked and pounded about half an inch from the end; these are satisfactory for small work.
66. How to use glue.—(A.) Glue should be used as hot as possible, and of about the consistency of cream.[Pg 121] The pieces to be glued should be heated thoroughly and the gluing done in a warm room.
(B.) In factories, where it is possible, the gluing is done in a specially fitted room which contains all necessary appliances. Vertical and horizontal coils of steam pipes surround the room, both to furnish heat for the room, and for the purpose of heating the material to be glued, which should be so hot that the hand cannot rest upon it for more than a few seconds. In a room of this sort, the temperature is maintained at from 110° to 130° F.
(C.) If the best possible results are wanted, a scratch plane should be used. This is a tool similar to a smoother, only its cutter is nearly vertical, and it has teeth like a fine saw which will scratch the wood, thus giving a better hold for the glue.
(D.) It is important that all clamps, handscrews, and other appliances which are likely to be needed should be set as nearly as possible the desired size, and so arranged as to be reached easily, for when the glue is applied, there should not be the slightest hesitation or delay in getting the work together and the clamps on. The utmost speed and surety of motion is absolutely necessary in using hot glue; therefore everything during the process of the work should be foreseen and provision made for it before the glue is applied, for if the glue is even slightly chilled, the work will not be so well done, and the efficiency of the glue will be greatly diminished. A novice should never attempt more than the simplest work, unless working with a competent man.
(E.) The glue should be spread rapidly and evenly with a brush of suitable size,—a large one for broad surfaces[Pg 122] and a small one for small work. Glue should not be thrown about wastefully; enough should be used to cover the surface completely but not thickly.
(F.) In using handscrews, it is of the greatest importance that the jaws be kept parallel as described in Topic 59; care must be used that more strain is not placed upon the handscrews and clamps than is necessary to bring the joint together.
(G.) Cold or liquid glue has supplanted hot glue in furniture repairing, gluing up intricate work, and in places where it is impracticable to use hot glue either on account of its setting too rapidly, or where heat is not available. Liquid glue does not hold as well nor as permanently as hot glue when properly used, but for many kinds of work it is perfectly satisfactory.
(H.) In gluing rosewood, or other woods of a greasy nature, the glue should be thinned with vinegar, which will cut the grease. Another method of making glue hold on wood of this sort is to chalk both members of the joint thoroughly, and let it stand for two or three hours, when it should be wiped off. This absorbs the grease on the surface of the wood, which allows the glue to take hold. In all gluing, do not allow the bare hand to touch the joint any more than necessary, as the grease and perspiration will prevent the best results from being obtained.
67. The testing of sandpaper.—(A.) Sandpaper is made by covering paper with a thin layer of glue, over which is spread evenly a layer of ground flint or glass; over this is spread another coating of glue, which firmly fastens the sand to the paper.
(B.) In buying sandpaper, pass the finger over it to[Pg 123] see if the sand is firmly fastened. Be sure that the paper is neither flimsy nor brittle. Coarse particles of sand are sometimes found upon sandpaper which renders it worthless; these can be detected only by use, unless they are very prominent.
68. How to use sandpaper.—(A.) Sandpaper is made in numbers, 00, 0, ½, 1, 1½, 2, 2½, 3. Numbers 00 and 0 are very fine, and are used in rubbing down shellac and varnish. Numbers ½ and 1 are used in sandpapering mahogany and other fancy woods, and number 1½ is used upon all building finish but the finest; the coarser numbers are used upon floors, outside finish, and other coarse work which is to be painted, though for a very nice floor, 1½ is used, rarely anything finer. It is a fallacy to think that the finer the sandpaper used, the finer the job will be, since upon some kinds of woods fine sandpaper will make a glassy surface in spots which will not take the finish like the rest of the work. Sandpapering is as apt to detract from the work as it is to improve it, for unless used very skillfully, the character of angles and small surfaces will be changed, though it may seem that the damage is so slight as to be imperceptible. In using sandpaper, the workman should guard against rounding off square corners or destroying the form of surfaces; a raw corner, however, should be removed with a few light, careful strokes, as a perfectly sharp corner will always be more or less ragged.
The one who knows will always notice the omissions of details of this sort, and will attribute such imperfections to lack of skill or knowledge on the part of the workman. It is for the one who knows, that all work should be done—not for the casual observer—and these apparently[Pg 124] insignificant details, rather than the part of the work which may seem of more importance, form the basis by which one workman judges the work of another. In nothing do small things count more than in making or destroying a workman’s reputation.
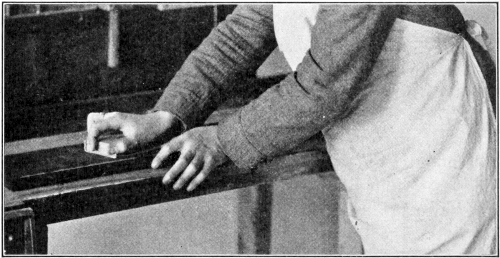
Fig. 97.—Use of Sandpaper upon a Broad Surface.
(B.) Keep the sandpaper dry, and stored in a dry place, as moisture softens the glue so that the sand may be easily rubbed off. In handling sandpaper, care should be taken that the sanded sides are not rubbed together.
(C.) In preparing to sandpaper a flat surface, or for general work, a sheet of sandpaper should be torn in halves the short way of the paper, and one half should be folded back to back, and held (not tacked) around the block with the hand, as in Fig. 97. The act of grasping the block for the work will hold the sandpaper, and any device for holding the sandpaper on the block is worthless, being considered by the workman as a mark of the novice. The block should be about 3” × 4” × ⅞”, and[Pg 125] may be made of wood, cork, fiber, or any material which suits the taste of the workman.
If there is much sandpapering of moldings to be done, it is best to make blocks which will fit the contour of them, as it is very hard on the hands to do this work for very long at a time, though nothing has ever been invented which fits irregular forms as well as the fingers. A piece of sandpaper should never be used on a piece of work until all the cutting by edge tools has been done, as the particles of sand will enter the grain of the wood, and any edge tools used upon it afterward will be quickly dulled. Do not use a piece of sandpaper so large that any part of it will not be under perfect control, as loose ends will scratch the wood, and it has an awkward and unworkmanlike appearance. Always work parallel with the grain, and be sure that all plane marks and rough places are thoroughly rubbed down. In order to do this well, it is often necessary to use considerable muscle. This part of the work calls for good judgment, for unless sandpapered enough, there will be places which will show when the finish is spread on the work, though they may have been invisible before. No one can tell as well as the workman himself when sufficient sandpapering has been done, though it may be evident to any one who knows the signs whether or not the work has been done judiciously. Upon a coarse job it is usually allowable, and sometimes desirable, to sandpaper across the grain, especially if the work is to be painted.
In order to impress it upon the student, we will repeat that too much care cannot be taken in the use of sandpaper, for much oftener will an amateur injure a piece of work than improve it.
[Pg 126]
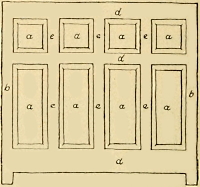
Fig. 98.—Sandpapering Panel
Work.
(For explanation, see text.)
(D.) In sandpapering panel work, as in Fig. 98, the panels (a) should be smoothed, scraped, and sandpapered, and the edges of the stiles (b), rails (d), and muntins (e) should be treated the same way before the panel work is put together; an exception to this in regard to the panels may be made if the panel frame is constructed in such a way as to allow the panels to be put in place after it is together, in which case the panels may be smoothed at any time. Upon very fine work the panels are sometimes polished before being put in place, as it is difficult for the finisher to work into the corners after the panels are in place. After the faces of the stiles, rails, and muntins have been planed and scraped, they should be sandpapered in the order named, working with the sandpaper over a sharp-cornered block close to the edges of the pieces, being careful not to drag the paper over the face of the pieces which join at right angles. The stiles, rails, and muntins should be sandpapered in the order in which they are mentioned. If the sandpaper runs over the rails a little when sandpapering the muntins, or over the stiles when sanding the rails, it will do no harm, as a couple of light, careful strokes parallel with the grain will be sufficient to remove any scratches which may be made.
In sanding mahogany, or any wood of which the grain rubs up, make the strokes in one direction only, instead of back and forth. Sometimes wax is rubbed in to hold[Pg 127] the grain down upon cheap work, but this is not recommended, as that place will not take the stain or the finish like the rest of the wood. A very thin coat of shellac is used for the same purpose; this is less objectionable, but should be avoided if possible.
Suggestive Exercises
65. Of what material is glue made? Describe briefly the process of making glue. What kind of glue is best for general work? Is ground glue always reliable? What is the chief advantage in its use? Is high-priced glue always the best for all purposes? What should be the appearance of good glue? How should it act in cold water? When cut with a knife? When broken? Compare the amount of water absorbed by a good and a poor glue. How should a glue pot be constructed? What will be the result if the glue pot boils dry? Describe brushes suitable for use in gluing. What kind of bark makes a good brush for small work? How is it prepared for use?
66. Describe the condition of glue when ready for use. What tool is used to increase the strength of the joint? In preparing for gluing, what preparations should be made? How should wood be treated for use in gluing up wood of a greasy nature?
67. Describe the manufacture of sandpaper. What is used for sand? How select sandpaper?
68. For what kind of work is sandpaper numbers 00 and 0 used? Numbers 1/2 and 1? What number of sandpaper is used upon general work? What will be the result if sandpaper is kept in a damp place, or becomes wet? What should be the size of the piece of sandpaper used upon flat surfaces, and for general work? How should moldings be sandpapered? What should be guarded against in working around sharp corners? Should sandpaper be carried with or across the grain? What exceptions? How should panel work be sandpapered? How should panels and the edges of stiles, rails, and muntins be treated before gluing up? How should sandpaper be used upon grain which rubs up? How are panels sometimes treated upon fine work? Why?
[Pg 128]
Wood Finishing
69. Filling.—(A.) After wood has been smoothed and made ready to receive the finish, it is prepared by filling, by which is meant the process of filling the grain so that the finish itself will not soak in. This, if well done, makes it possible to do as good a job of finishing with two or three coats as could be done on some kinds of wood with from five to eight coats without the filling. Open-grained woods, such as oak, ash, etc., especially need filling, as before the process of filling was discovered, the open grain, or cellular part of the wood, had to be filled by shellac, or other expensive material, before there was a surface suitable to receive the polish. (B.) There are two forms of filler—the paste, which is for use upon open-grained woods, and the liquid, which is adapted to filling the pores of close-grained woods like pine, poplar, cherry, etc., and which takes the place of one coat of the more expensive shellac or other finish. The paste may be purchased ready-made, and colored to suit the taste, or it may be made by using whiting, silex, or corn starch, and any dry colors necessary to secure the desired stain. The ingredients should be well ground, and thoroughly mixed with boiled linseed oil to a thick paste; to this should be added as much japan drier as there is of the oil, or one quarter as much as there is of the paste. The whole may[Pg 129] then be thinned with turpentine, benzine, or gasolene to a consistency which will allow it to be spread easily, but it should still be quite thick.
(C.) Filler need not be spread very smoothly, but the surface of the wood must be covered, and the filling thoroughly worked into the grain. After this has been done, the wood should be allowed to stand a few minutes, until the filler has become dull or powdery, and seems to stick to the wood if rubbed lightly with the finger, when it should be rubbed off with shavings or excelsior, rubbing across the grain wherever possible. Do not use cloth until cleaning up after the filler is all off, as it is more apt to take the filling out of the grain than either excelsior or shavings. The corners should be cleaned out with a sharp stick, after which the work should stand for several hours, or over night, before the finish is applied, as otherwise the moisture in the filler may cause the finish to bubble. Care should be used that the filling does not stand too long before rubbing off, or it will be very difficult to remove it; hence, it is best not to spread any more than can be cleaned off before it gets too hard. Be sure that there is enough filling mixed to do the job before any is applied, as it is difficult to match colors.
(D.) Liquid filling should be spread as smoothly and as evenly as possible, as the laps will be apt to show through the finish which is spread over it.
70. Staining wood (A.) is for the purpose of imparting some other than the natural color to the wood.
(B.) In finishing open-grained woods, a stain often is used which will color the wood before it is filled, though upon general work, it is the custom to color the stain only.[Pg 130] This does not make the work all of one color, as the cells of the wood will retain more filling than will the harder part of the grain. By this method the quarter grain may be made more prominent. If an open-grained wood is being treated, it should be filled after being stained. Close-grained woods are ready for the finish as soon as the stain has dried. Stains which will do the work satisfactorily may be made of various chemicals. There are also many satisfactory stains upon the market, which can be purchased in as small packages as desired, offering the student a large range of colors from which to select.
(C.) Stains for close-grained woods may be made by mixing dry colors with turpentine or benzine, and a little boiled oil and japan to bind the color. These stains should be applied the same as the filler, but not allowed to become so hard before cleaning off, or there will be light places rubbed in the finish. The rubbing or cleaning off should be done with a soft cloth, care being used that there are no places left uncleaned, especially in the corners, as the finish will make them muddy.
(D.) A very good old cherry stain may be made by mixing Venetian red and rose pink until the desired shade is produced.
(E.) Black walnut may be imitated by mixing burnt umber with turpentine, oil, and japan, and if a reddish tinge is desired, a little burnt sienna may be added; this is a much better color than can be produced by umber alone. Asphaltum, thinned to the desired color, makes a good walnut stain.
(F.) Many of the best stains are mixed with water as a vehicle, as a depth and brilliancy of color may be obtained[Pg 131] which is impossible with any stain that has oil in it. The objection to using water is that the grain of the wood is lifted by the moisture, and has to be sanded smooth before it can be finished. Even with this serious objection, water stains are used extensively upon the best work.
(G.) The rich mahogany stain which is so much admired may be made by mixing the same colors as mentioned in (D.), and adding carmine until the desired color is obtained. An oil stain will not give the best results, therefore a water stain should be used, with a piece of gum arabic about twice the size of a pea dissolved in a pint or less of the stain for a binder, or about the same proportion of mucilage. This stain should be cleaned off the same as the oil stain above described.
(H.) Cherry may be darkened by applying nitric acid; other woods may be darkened or aged by using ammonia, potash, or a strong solution of tobacco or coffee. Nitrate of silver, if exposed to the sunlight, gives a beautiful brown.
(I.) A rich brown may be produced by using equal parts of permanganate of potash and sulphate of magnesia, dissolved in water; as many coats as desired may be applied, sanding with number 00 sandpaper between the coats. Better results are obtained if the stain is applied hot.
(J.) A beautiful green of any intensity may be produced by mixing verdigris and indigo in hot vinegar, and applying hot. Several coats may be necessary, sanding between the coats. The indigo should be used cautiously, or the green may have too much of a bluish cast.
(K.) A rich brownish black may be obtained by using a solution of logwood (pulverized) and sulphate of iron, applied in coats in the order named. Each solution should be hot.
[Pg 132]
(L.) Ebony may be obtained by giving any close-grained wood, cherry preferred, a coat of sulphate of iron, using a weak solution, and after that has dried and been sanded, a coat of solution of nutgalls. If the iron is too strong, a white efflorescence will appear, which in open-grained woods will bring out the grain in strong relief. If this is objectionable, the grain should be filled with a black filler.
(M.) Shellac (see 71, A.) and boneblack, if well mixed, make an ebony finish which is often used upon common work; black varnish sometimes is used the same as black shellac, but for the best work these are not satisfactory, as they do not strike into the wood to the same extent as do acid, turpentine, or water stain.
71. Shellac.—(A.) This is a product of Africa and South America. It is the combination of a secretion of the female of a small insect and the sap of a tree, in the bark of which the insect deposits its eggs. The gum thus formed is gathered, and after passing through various refining processes becomes the shellac known to commerce. It is cut or dissolved by either wood or grain alcohol, when it is ready for use. Some of the best furniture is finished with shellac, and unless continuously exposed to moisture or hard usage, the finish is practically everlasting.
(B.) Shellac finish does not crack as varnish is liable to, neither does its luster dim by exposure to the various gases present in every house, which are due to domestic causes, though most varnishes will do this after some years.
Upon ordinary work, two coats of shellac may be satisfactory, though three coats generally will improve the work sufficiently to make it advisable to apply the extra coat. Shellac should not be laid in too thick coats, or it[Pg 133] will pit badly in drying, and make work in rubbing to a surface, which can be avoided if moderately thin coats are spread, though perhaps the greatest advantage in laying thin coats is that the wood may be covered more evenly, and there will be fewer runs and laps visible. Shellac should always be laid with quick strokes, never working over a place already covered; for this work, use a brush as large as possible to do the work without clumsiness.
(C.) In applying shellac finish, one coat is laid upon the other, each coat being rubbed down with number 00 sandpaper, or with pulverized pumice stone before the next coat is spread. For this purpose, a sheet of sandpaper should be cut into eighths, and one of these pieces folded in the center of its long dimension, and held in the hand as shown in Fig. 99, which keeps its edges from scratching the surface. If it is desired to rub the shellac down to a surface with pumice stone, it should be applied with hair-cloth, or with harness maker’s felt, moistened with oil or water; but for ordinary work, sandpaper will give satisfaction, and as it is more convenient, it is much used.
If the best results are desired, the last coat should be rubbed with pumice stone and sweet oil, applied as above, though boiled oil is satisfactory; and for ordinary work, number 00 sandpaper is used, though it is liable to show scratches. After the rubbing is done, the oil should be wiped off with a soft rag, and very fine rotten stone dusted on and polished with a clean, soft cloth. Many finishers use the palm of the hand in putting on the finishing touches. If a dead, or mat, finish is desired, the final rubbing should be done with water, used sparingly, as oil imparts a high gloss, if the work is well done.
[Pg 134]
(D.) Care should be used on any kind of work upon which waste or oily rags are used; these rags should be gathered and burned unless they are wanted again soon, in which case they may be spread out separately; since, if crushed together and thrown, as they often are, into a waste box, they furnish the necessary conditions for a case of spontaneous combustion.
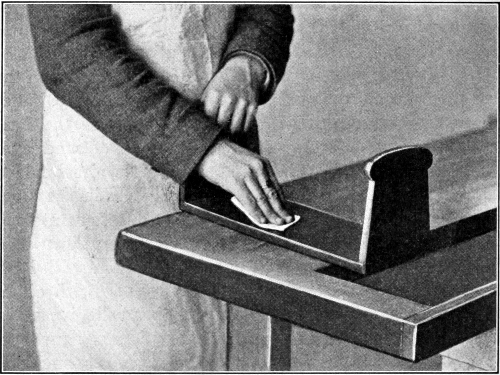
Fig. 99.—Method of Grasping Sandpaper in Rubbing Down Shellac
Finish.
(E.) The gloss upon dried shellac and varnishes of all kinds is very showy, and lacks the finish and the texture of a rubbed finish. Moreover, any dust settling upon moist varnish is held, giving the surface an effect of countless minute points; rubbing removes these, and gives the smooth, glossy surface desired upon most work. Upon[Pg 135] the most artistic furniture, a gloss, which is the result of a built-up polish, is not considered good taste; the use of muscle and a very little oil, applied at intervals during a term of years, gives a polish and a beauty which can be obtained by no other method, and it is to attain this ideal in a few days that so many varieties of finish exist.
(F.) In rubbing, be sure that the corners are not rubbed through, as the pressure will naturally be more upon the corners than upon a broad surface. This may be avoided by using care that the pressure is not applied so as to bear on the corner; grasp the rubbing material in such a way that no loose edges will be beyond control, as in Fig. 99, or the finish may be badly scratched; this applies especially to the corners. The rubbing should always be in the direction parallel with the grain of the wood.
(G.) If the finish is rubbed through to the wood, it may be repolished or patched by sandpapering the bare wood with fine sandpaper, and staining it to bring it to the same condition as the rest of the wood before the first coat of finish was applied. Using the same finishing material as the finish of the rest of the piece, lay a very thin coat, a little larger than the place to be patched, being careful to avoid a ridge at the edge of the patch. This ridge may be drawn out by a small camel’s-hair brush, and the patch left until thoroughly dried; then apply another patch a little larger than the first one, treating the edge as in the first patch. Continue this until the finish is built up to the same thickness as that of which it is a part. This should be rubbed very carefully to bring it to the same finish as the rest of the surface, using care not to rub through the old finish at the edge of the patch. As it[Pg 136] is the corners which are most liable to be rubbed through, this process will not generally be difficult of application; all that is necessary to secure a successful patch is to use care at each step, and not to hurry the drying of the different patches.
72. Wax finishing is a good method of finishing any kind of hard or dark-colored wood; (A.) it does not give as satisfactory results, however, as do some other methods of finishing, upon soft or light-colored wood. There are a number of different kinds of wax finishes which can be purchased in almost any desired quantity, (B.) but an economical and satisfactory wax finish may be made by dissolving as much pulverized resin as may be picked up on a cent in a half pint of turpentine or gasolene heated in a water or steam double vessel. After this is clear, cut up and add a piece of beeswax as large as a thimble, and allow the finish to simmer slowly, until it is clear, when it is ready for use. This may be mixed in larger quantities by using the same proportions. If placed in an air-tight vessel, it will keep indefinitely.
(C.) This finish should be applied hot, with a brush, as smoothly and as evenly as possible, and allowed to stand until it has become quite hard, when it should be polished with a soft rag which is free from lint. As many coats as desired may be applied, each coat being treated in the same way, and adding to the beauty of the finish. Another method of applying this finish, and which gives satisfactory results upon broad surfaces, is to make a pad of a rag, and rub the wax on the wood, rubbing until it is dry. This is not as satisfactory as it is to use a brush upon work where there are many corners to finish around.
[Pg 137]
One of the advantages of this wax finish is that it may be brightened if it becomes dim by going over it with a soft cloth, or it may be renewed and improved by another coat at slight expense and little trouble.
This is also a satisfactory method of finishing a dark floor made of a wood which will not splinter when it is rubbed.
73. (A.) Oil finish is perhaps the most simple way to finish a piece of furniture; it is best adapted to hard, dark woods. The material is made by mixing a quarter of a pint of turpentine with seven eighths of a quart of boiled linseed oil. It should be spread evenly over the surface to be finished, and should stand until as much of it as will, has soaked into the wood, when the surface should be brought to a finish by rubbing. This will require muscle, as the finish should stand about ten hours, during which time a thin film or skin will form, which must be removed by rubbing. Only a soft rag, free from lint, should be used, and be sure that the folds of the cloth do not leave their marks upon the surface. Rub with the grain.
(B.) Oil finish is a very durable finish, easily taken care of, and is used to some extent in finishing the most artistic furniture, being especially adapted to finishing mahogany. It has a character peculiarly its own, and exposure to moisture and heat affects it less than almost any other form of finish. As it should be occasionally oiled, it improves with age and care. This finish was used in olden times, and the care of generations gives a polish attainable by no other method.
74. Varnish forms the finish which is used most commonly upon all grades and kinds of work. (A.) The different grades are made of various vegetable gums and[Pg 138] resins, cut in turpentine and mixed with boiled oil. A cheap grade of varnish or hard oil may be made by boiling resin, turpentine, and boiled oil together. Other gums may be treated the same way; the varnish used upon the best work, for instance, is made from copal, a vegetable product of the tropics. By a very careful process of boiling, straining, and ripening, extending over months, copal is made into the product which is used so extensively upon furniture finishing, carriages, etc.
(B.) Varnish should be applied in a room heated to about 80° F., the dust should be laid by sprinkling, and there should be no drafts of air, nor flies or other insects to light upon it, if the best results are desired.
(C.) In flowing varnish, instead of laying a thin coat as in shellac, a thick coat should be applied. This may be done by using a thick, heavy brush; some prefer a heavy, round brush, and others think they can obtain the best results from a broad, flat brush. The finer the hairs, the better the results obtained.
The brush must be taken up full of varnish, enough to cover the entire surface, if possible, and spread or flowed very quickly. The brush should then be wiped out in the varnish pot. With the brush thus dried, go over the surface, picking up all that the brush will absorb; wipe this out in the pot, and repeat the operation until nothing is left but a thin film of varnish. If this is done properly, it will prevent all runs and streaks which result from unskillful workmanship.
When this coat is thoroughly dried, rub with number 00 sandpaper, pulverized pumice stone, or a smooth block of pumice stone (carriage painter’s method), and repeat the[Pg 139] process until the desired body of varnish is obtained. Rub down last coat with oil and polish. Allow as much time between last coats as possible, as the harder the varnish is, the better and more durable the work will be when completed.
75. Polishing.—This term applies to the process by which a polish is built up by rubbing, or “ragging” as workmen sometimes call it. The piece to be polished should receive two or three coats of shellac or varnish, which should be rubbed down to a surface, when it is ready for the polish.
To make a pad of convenient size for polishing, fold a piece of old, soft cloth, free from lint, and fill it with cotton waste; or the end of a roll of cloth may be covered by the piece which is to do the actual polishing. Provide a cup of moderately thin shellac and another of boiled oil, of which about one quarter is turpentine; or better, a cup of sweet oil without turpentine. Dip the pad into the oil and allow it to soak in completely, then do the same with the shellac. Now dip the pad again into the shellac, and with the finger put on a single drop of oil, and rub lightly upon the work, with a circular motion, or if the work is large enough, the stroke may be longer. If the work is done with a straight stroke, do not stop at the end of the stroke, as the instant between the end of one stroke and the beginning of the return may be enough to allow the shellac to stick and make a hole in the surface, which will be difficult to repair; begin and end the stroke with a sweeping motion. The idea of this method of polishing is to bring the shellac to a polish, using as little oil as possible for lubricating, as the less oil used, the better will be the polish.
[Pg 140]
76. Brushes.—(A.) If brushes are to be used for stain or for filling, a cheap brush of any suitable size will do, a flat brush being preferred upon ordinary work. For shellac and varnish, the finer the brush, the better the results usually obtained. Ordinarily it is the best practice to use as large a brush as the nature of the work will permit, as it will hold more, and cover more surface, than a smaller brush, and have fewer “laps.” Chisel-pointed, flat brushes, from 1½” to 2½” in width, will be found satisfactory for the work of schools and amateurs, but upon professional work, brushes from 3½” to 5” often are used.
(B.) The care of the brushes is an important part of the work of those who use them, as neglect or carelessness may destroy a valuable brush overnight. Unless a brush is going to be used again the next day, it is always best to clean it thoroughly. If a stain, filling, paint, or varnish brush, use gasolene or turpentine, but if a shellac brush, use wood alcohol, cleaning off all the small particles. To obtain the best results, all brushes should be washed in hot, soapy water, and afterward rinsed in clean water; in general, however, this latter precaution may be dispensed with, unless the brushes are to be laid away indefinitely. Unless the above precautions have been taken, care should be taken that shellac and varnish brushes are not changed from one to the other. Never allow a brush to stand on its side for more than a few minutes at a time, as a wrong direction is easily given the bristles, and the brushes may be quickly destroyed by a little carelessness or negligence.
Old brushes, well broken in and cared for, will give better results than new brushes; therefore they should be treated with every possible consideration.
[Pg 141]
Varnish brushes often are left in the varnish pot, and if they are hung up so that they will not rest upon their bristles, this is the best way to keep them when they are in almost constant daily use.
Suggestive Exercises
69. Why is wood filler used? Describe paste filler. Describe the process of spreading filler and of rubbing it off. Describe liquid filler and the process of spreading it.
70. Why do we stain wood? What is the difference in the results of staining and filling and of filling alone? How may stains for open-grained woods be mixed and used? Describe a simple cherry or mahogany stain. Describe black walnut stain. What is the objection to a water stain? How may a rich mahogany stain be mixed? How may woods be darkened? Describe the composition of a rich brown stain; of a good green stain; of a brownish black. Describe ebonizing. For what purposes are shellac and lampblack and black varnish used?
71. Of what does shellac finish consist? What is the source of supply of shellac? Compare shellac and copal varnish. Demonstrate the application of shellac. Are thin or thick coats of shellac the better? Why is rubbing down necessary? Demonstrate. What precautions should be taken in regard to oily rags? Why? What should be guarded against in rubbing? What is a convenient size for a piece of sandpaper? Describe and demonstrate patching.
72. Describe the preparation of wax finish. Describe and demonstrate two methods of applying wax finish.
73. Describe oil finish and its application. Describe its qualities.
74. Describe briefly the manufacture of varnish. Describe ideal conditions for flowing varnish. Describe and demonstrate the method of flowing varnish.
75. Describe and demonstrate the process of polishing.
76. Describe the kinds of brushes suitable for different kinds of work. How should brushes be cleaned? What should be the general treatment of a brush? How may varnish brushes be kept ready for use?
[Pg 143]
INDEX
[Pg 147]
VOCATIONAL EDUCATION
By JOHN M. GILLETTE, Professor of Sociology in the
State University of North Dakota
$1.00
In this volume is presented for teachers, superintendents, and teachers’ reading circles an illuminating discussion of the present general movement for vocational education. By this phrase is meant not only industrial education; but all the training courses needed to meet the practical demands of life.
¶ The author explains at some length the principles, demands, and methods of vocational education; he states the grounds upon which hopes of success may reasonably rest; he indicates some actual results gained by schools conducted on more practical lines; and he points out others which would follow upon the reorganization of our educational system in general.
¶ The vocationalizing of the schools has regard to the constitution, inclination and ability of the individual, and is intended to give him suitable training for his niche in life, to show him how he can make the most of himself and in what line he can prove himself most productive to society. At the same time, this scheme of education does not ignore the informational, the cultural, and the disciplinary aspects—it insists that the individual be fitted for good citizenship.
¶ The introduction of vocational education into the public school system of the United States, with the curriculum adapted to the chief kinds of occupation belonging to each community, will mean greater development and power for the country. From vocational education, introduced to meet the differing community needs, will result greater efficiency and better appreciation of the schools, increased attendance of pupils, greater compensation for teachers, greater productiveness, higher wages, and improved society.
AMERICAN BOOK COMPANY
[Pg 148]
AN ELEMENTARY TEXT-
BOOK OF THEORETICAL
MECHANICS
By GEORGE A. MERRILL, B.S., Principal of the California School of Mechanical Arts, and Director of the Wilmerding School of Industrial Arts, San Francisco
$1.50
MERRILL’S MECHANICS is intended for the upper classes in secondary schools, and for the two lower classes in college. Only a knowledge of elementary algebra, plane geometry, and plane trigonometry is required for a thorough comprehension of the work.
¶ By presenting only the most important principles and methods, the book overcomes many of the difficulties now encountered by students in collegiate courses who take up the study of analytic mechanics, without previously having covered it in a more elementary form. It treats the subject without the use of the calculus, and consequently does not bewilder the beginner with much algebraic matter, which obscures the chief principles.
¶ The book is written from the standpoint of the student in the manner that experience has proved to be the one most easily grasped. Therefore, beyond a constant endeavor to abide by the fundamental precepts of teaching, no one method of presentation has been used to the exclusion of others. The few necessary experiments are suggested and outlined, but a more complete laboratory course can easily be supplied by the instructor.
¶ The explanation of each topic is followed by a few well-chosen examples to fix and apply the principles involved. A number of pages are devoted to the static treatment of force, with emphasis on the idea of action and reaction. Four-place tables of the natural trigonometric functions are included.
AMERICAN BOOK COMPANY
[Pg 149]
ELEMENTS OF
DESCRIPTIVE GEOMETRY
By ALBERT E. CHURCH, LL.D., late Professor of Mathematics, United States Military Academy, and GEORGE M. BARTLETT, M.A., Instructor in Descriptive Geometry and Mechanism, University of Michigan.
$2.25
Part I. Orthographic Projections. $1.75
This is a modern treatment of descriptive geometry with applications to spherical projections, shades and shadows, perspective, and isometric projections, for the use of technical schools and colleges. Though based upon Professor Church’s Descriptive Geometry, and retaining as much as possible the original lucidity and conciseness, this work differs from it quite widely.
Among the salient features of the book are the following: The figures and text are included in the same volume, each figure being placed beside the corresponding text; General cases are preferred to special ones; A sufficient number of problems are solved in the third angle to familiarize the student with its use; A treatment of the profile plane of projection is introduced; Many exercises for practice have been introduced; Several new problems have been added; The old figures have been redrawn, and many of them have been improved; Several of the more difficult elementary problems have been illustrated by pictorial views; In the treatment of curved surfaces, all problems relating to single-curved surfaces are taken up first, then those relating to warped surfaces, and finally those relating to surfaces of revolution. Experience proves this order to be a logical one, as the procedure is from the simple to the more complex. Also the student is more quickly prepared for work on intersections and developments.
AMERICAN BOOK COMPANY
[Pg 150]
DESCRIPTIVE
CATALOGUE OF HIGH
SCHOOL AND COLLEGE
TEXT-BOOKS
Published Complete and in Sections
We issue a Catalogue of High School and College Text-Books, which we have tried to make as valuable and as useful to teachers as possible. In this catalogue are set forth briefly and clearly the scope and leading characteristics of each of our best text-books. In most cases there are also given testimonials from well-known teachers, which have been selected quite as much for their descriptive qualities as for their value as commendations.
¶ For the convenience of teachers this Catalogue is also published in separate sections treating of the various branches of study. These pamphlets are entitled: English, Mathematics, History and Political Science, Science, Modern Languages, Ancient Languages, and Philosophy and Education.
¶ In addition we have a single pamphlet devoted to Newest Books in every subject.
¶ Teachers seeking the newest and best books for their classes are invited to send for our Complete High School and College Catalogue, or for such sections as may be of greatest interest.
¶ Copies of our price lists, or of special circulars, in which these books are described at greater length than the space limitations of the catalogue permit, will be mailed to any address on request.
¶ All correspondence should be addressed to the nearest of the following offices of the company: New York, Cincinnati, Chicago, Boston, Atlanta, San Francisco.
AMERICAN BOOK COMPANY
Transcriber’s Notes:
Variations in spelling and hyphenation are retained.
Perceived typographical errors have been changed.