[xii]
EVERY DESCRIPTION OF STRAW HATS
OF
GUARANTEED
EXCELLENCE
English
Boater
Genuine
“Luton
Lodge”
REGD.
English
Boater
Genuine
“Walsh
Luton”
REGD.
Established 1862
ROWLAND CUNNINGHAM
(Wm. Walsh) LIMITED
STRAW HAT MANUFACTURERS
STUART LODGE HAT WORKS
LUTON, BEDS
Telegraphic Address:
“WALSH LUTON”
Telephone: 132 LUTON
Code A B C 4th & 5th Editions
MARCONI’S, BENTLEY’S
[1]
STRAW HATS
CHAPTER I
ORIGIN AND CLASSICAL HISTORY
The origin of what is known as a “Straw Hat” is lost
in the mists of antiquity.
Ambiguous references to what may have been hats
of vegetable materials are to be found in the works of
almost all ancient writers, but very little that is specific
can be discovered. Perhaps one reason for the paucity
of information on this subject may be that the home
made hats of plaitted straws or rushes were probably
worn only by the common people. With society, as it
existed in early days, if such were the case, the matter
would be considered almost too vulgar for the classical
writers to mention.
Doubtless in the earliest stages of human development
any kind of convenient material was utilized by
primeval man in the endeavour to keep his head or
body warm or cool as the case might require.
Now the mere fact of the shelter afforded by trees
would create some inducement towards using leaves
for covering the body, for one may assume that even
before vegetable products were gathered and used,
say, as thatch, for collective shelter, some of them were
adopted for individual protective purposes.
The earliest reference to such is the well-known
account of the “aprons of fig leaves” mentioned in the
third chapter of Genesis. This primitive method of
clothing was soon followed by the use of skins (as noted[2]
later in the same chapter), but even in this record the
vegetable product was used by man before that of
animals, and shows in a most unmistakable, even if
allegorical, manner, the natural trend of all development,
viz., that articles easiest to procure are those
that are first used.

Fig. 1
PETASUS, FROM PARTHENON FRIEZE
(ELGIN MARBLE) BY PHIDIAS (circ.
450 B.C.)
Shaded part is now broken.
It is, therefore,
not unfair to assume
that the manipulation
of vegetable
fibres, such as leaves,
rushes, straws
and other similar
products, was really
the earliest textile
operation. That
once conceded, it is
no long step to
the use of the
“plaitted” article
as a head covering.
The Encyclopaedia
Britannica, in its
articles on “Costume”
and “Hats”
states that the
“modern hat can be traced back to the Petasus worn
by the ancient Romans when on a journey”; and
similar hats, known as Kausia, were also used by the
ancient Greeks on like occasions.
The Greek Kausia and the Roman Petasus are
described as “hats of a pliant material which could be
bent down at the sides like that worn by Atalanta.”
La Croix, a French writer on the subject, assures us
that the early Romans and Franks “sought Bast and[3]
Straw of which to make them hats,” and there is an
antique statue of Mercury in the Vatican at Rome,
which has for head covering a hat of a “wide-awake”
nature, sculptured in close imitation of a finely plaitted
straw.
The Goddess Hera (the Grecian name for the Roman
Juno), Queen of Olympus, is depicted on ancient vases,
coins and statues wearing a
Stephanos [one of the statues,
the original of which was by
Praxiteles (350 B.C.), representing
Hera Teleia standing, is
known to moderns by copies
to be found in the Vatican and
other museums]. Pausanias
(c. 160 B.C.) speaking of the
coins of Argos, specifically describes
Hera as wearing a
Stephanos. This was a head
covering consisting only of a
crown, similar in shape to a
modern Turkish fez inverted, of the same breadth
and height all round, and was made of various
vegetable products.

Fig. 2
STEPHANOS, FROM
TERRA-COTTA (700 B.C.),
BRITISH MUSEUM
In the British Museum is to be seen a small terra-cotta
figure seated wearing the above sketched Stephanos
in which the plaitting marks of coarse vegetable fibres
are very distinct. This is probably the earliest extant
record, in the plastic art, of a straw hat.
“Wicker work (poloi kalathoi) was also used by the
ancient Greeks to make brim-less hats.” (Gerard.
Antike Bildwerke.)
The ancient Etruscans wore what was known as
a Tutulus, a brimless hat with a high pointed
centre to the crown; and a broad brimmed hat[4]
similar to the Petasus, but with a pointed top like the
Tutulus.
Etruria covered the district now occupied by the
Italian straw plait and hat makers, but while there is
an extreme likelihood, from the shape of the hat in the
accompanying sketch, that the denizens of this fertile
champaign, producing as it does, and probably did,
unlimited materials that could be plaitted, made these
hats of straw, there is no definite information as to their
being constructed of any vegetable fibres.

Fig. 3
ETRUSCAN HAT (circ. 440 B.C.), HEAD OF PELEUS
FROM PAINTING ON EARTHENWARE DISH FOUND
IN A TOMB AT VULCI
Another very important link of classical interest with
the remote past is shown in the two sketches of hats
and bonnets as worn by the ancient inhabitants of
ill-fated Pompeii.
The mural decorations of this long-buried city illustrate
in a far more cogent manner than any other
known examples, the probable actual appearance of
the people who lived there before its catastrophe, and[5]
the hat shown on the head of Penelope is a model that
has been imitated during the last thirty-five years.
The little knob on the top is, however, quite novel.
The other example from Pompeii is from a comic
fresco in which two men, dressed as women, are having
an altercation, and here the artist has not only shown
the lines which indicate the ridges of a woven vegetable
fibre hat, but this painting provides the first known drawing
of a Bonnet. Note the tilt at which it is worn, and
the portion cut out at base to admit the neck, and
also the absolute resemblance to what is known as a
“Granny” Bonnet.
Fig. 4
HAT WORN BY PENELOPE
Fig. 5
BONNET
A very famous writer of antiquity (perhaps the one
best known, except Caesar, to all scholars of Latin),
Virgil, makes allusion in his Pastorals to the “plaitting
of osiers and willows.”
Probably there is no race of men that has so closely
maintained to the present time its ancient forms of
clothing, as have the Arabs; and they occasionally
wear a hat made of twisted bands of straw similar to
a beehive. They are the only Moslems that do, and[6]
there is no trace of any other people of that religion
wearing a similar head covering.
All this evidence from the Graeco-Roman and other
ancient sources proves that the making in some way of
straw hats was fairly general even in the earliest times
in the countries of Asia Minor and south-eastern Europe,
but some writers on the subject favour the claims of
the Black Forest of Germany as having been the birthplace
of the industry. This, of course, may be so,
although no Germanic or Teutonic writers of equal
antiquity have handed down such direct evidence as
that of the Graeco-Romans.
But it seems a little invidious for any special part of
the world to make such a claim, for doubtless the weaving
of vegetable fibres was not confined to any particular
area, but that primeval man all over the world practised
the operation for his own needs.
There are no British records of straw hats until
A.D. 1459, when it is narrated that Sir John Fastolfe
died possessed of “ij Strawen hattes”; the “Promtorium
parvulorum” of about that date renders the “hatte of
straw” as capedulum.
Spenser, Shakespeare and Thynne, brilliant luminaries
of the Elizabethan period, all make allusions to the
straw hat.
Spenser, the Poet Laureate of Good Queen Bess (who
herself is said to have worn a straw hat that may still
be seen at Hatfield House), quite early in the sixteenth
century says—
“Some plaid with straws,” etc.:
while Thynne, about 1570, in his “Debate between
Pride and Lowliness” writes of a man with
“A strawen hatte upon his head
“The which was fastened underneath.”
[7]
Shakespeare in The Tempest (Act IV, Scene 1) makes
Iris say—
“You sunburned sicklemen, of August weary
“Come hither from the furrow, and be merry;
“Make holyday: your rye straw hats put on
“And these fresh nymphs encounter every one
“In country footing.”
In A Lover’s Complaint, the immortal bard still
further emphasizes the use, which apparently was fairly
general, of the straw hat—
“Upon her head a platted hive of straw
“Which fortified her visage from the sun.”
This passage is interesting first on account of the
use of the word hive. This object, as used for beekeeping,
was without doubt very familiar to Shakespeare, and
therefore the maid’s head covering, as it existed in the
imagination of the poet, was probably similar to that
worn by the Arabs mentioned previously, for she and
they wore it as a protection against the sun’s heat.
Second, Shakespeare’s spelling of the word “platted”
was undoubtedly the method of spelling current at the
time and was phonetic. (The author in the “Foreword”
bases his reasons for using the double T in “plaitting”
or “plaitter” in conjunction with the modern spelling
of the word on this and other more recent well-known
examples of literature co-eval with the birth of the
trade in Great Britain.)
Ben Jonson, the Poet Laureate of James I, about 1630,
in an epigram to Lady Mary Wroth, writes—
“He that saw you wear the wheaten hat,” etc.
The inimitable diarist, Pepys, describes an actress
at the Duke’s Theatre as “dressed like a country maid
with a straw hat on”: and mentions that while staying
at Hatfield, “The women (of the party) had pleasure[8]
in putting on some Straw Hats, which are much worn
in this country, which did become them mightily, but
especially my wife!!”
It may be interesting at this point to mention a widely
known subject, of which interpretations have been
greatly at fault. One of Peter Paul Rubens’ best known
paintings is entitled “La Dame au Chapeau de Poil.”
The subject is of a lady wearing a large brimmed and
somewhat high crowned hat adorned with a sweeping
plume of feathers, and many writers on straw hats
have endeavoured to show that the hat of the picture
was made of straw, arguing that the word “Poil” in
the title was an ancient form of the French word for
straw, viz., “Paille.” It is true that some old Gaelic
writers in mentioning the stalks of cereals have used
various methods of spelling the equivalent for straw;
“Pail,” “Paile” and “Paill” are to be found in sixteenth
and seventeenth century books, but in no case
has the word “Poil” ever been used, and quite rightly
so, because this word means an entirely different thing,
and is used to-day with the same spelling and for the
same purpose as it was in the sixteenth century. “Poil”
means “nap,” a raised “pile,” which can be obtained
on various fabrics. This consists of a sufficient number
of the loose ends of the staple, of which the material
is woven or felted, being left on the surface, or afterwards
raised by means of combs, etc., so as to form either
a velvety richness on which the loose ends stand upright,
or a glossy finish, like that obtained on a man’s top
hat, where the loose ends are smoothed down. The real
translation of the picture’s title is “The lady with a
Pile hat,” in this case undoubtedly of some felted nature
and of which the actual modern equivalent would be
either a beaver, flamand or velour.
From this time onwards, as printing became more[9]
general, allusions to straw hats became frequent, and,
with the advent of periodicals of fashions, etc., for ladies,
both letterpress and illustrations confirm their widespread
use. Naturally detail began to be given, and
the poet Gay (cir. 1714) in his Pastorals sings of
“My new straw hat, thus trimly lined with green.”
In the Ladies Dictionary (1694) under the heading of
“Apparel,” straw hats are mentioned as among the
things “necessary to feminine adornment.”
Miss Constance Isherwood says that “Straw hats—became
the rage among the reigning beauties of Queen
Anne’s court and the early Georgian period.”
The Ladies’ Magazine of the eighteenth century has
many plates showing various styles of what are certainly
straw hats, the design and manipulation of the straws
in woven hats and the detail of the plait in sewn hats
being very carefully and distinctly engraved.
These excerpts from ancient as well as more recent
authorities all tend to show the widespread use of the
straw hat, and prove that the term “straw” was, as
it is now, a most comprehensive one, and one in no way
entirely confined to the stalks of cereals.
But they also show that, although straw hats were
made all over the Continent, etc., the work on them
was purely individual and local. There were no recognized
centres of manufacture or distribution, for,
excepting the fact that some localities were more productive
of suitable materials for plaitting than others,
the making of straw hats was universal, and it is not
until the sixteenth century that any reliable information
is obtainable of special centres for straw hat production.
According to Cesare Cantu, a well-known Italian historian,
the manufacture of hats of straw in the neighbourhood
of Florence, for distribution outside the locality,[10]
can be traced back to the fourteenth century. This is
probably quite true, but unfortunately the statement
is not corroborated by any contemporaneous evidence.
But in the year 1574, Signa, a village near Florence,
was entitled “the original seat of the industry.” (From
a consular report.) It is, therefore, almost safe to
declare that the commercial life of the straw hat began
in the district of Florence, and here, probably, for the
first time in history, were to be found gathered together
in sufficiently large numbers to make their wares marketable,
persons both male and female engaged in weaving
straws into hats, or capelli, or in plaitting straws into
braids, which were called paglia or plait.
From Tuscany to Piedmont is not a “far cry,” and
Coryat in his Crudities (a work published in 1611 and
consisting of a series of observations made in a journey
through Europe) says, “at many places in Piemont
I observed most delicate strawen hats, which both men
and women use in most places of that Province.”
Again, Piedmont is not very distant from Lorraine,
and it is from this latter district, which was the country
of the birthplace of her mother, that Mary, Queen of
Scots, is said to have brought plaitters to Scotland in
1552, and thus to have introduced the art to the British
Isles.
Some writers on this subject, failing to discriminate
between plait and hats, adduce many adverse arguments
(see below) when the claim is made that the unfortunate
queen established the trade in the coasts of Britain.
These point to the undoubted fact that straw hats were
made both in Scotland and England before her time.
That, of course, is quite true, but what is not equally
certain is whether the hats made in the British Isles
before 1552 were hats woven in one piece, or hats made
of plaitted braid sewn afterwards in some manner to[11]
the required shape. In the old account of the transaction
one reads that in Lorraine Mary noticed the people
“profitably employed, some in plaitting straws and
others in working (sic) the straw plait into hats.” It
is, therefore, evident that it was an established industry
in Lorraine and that both operations were being carried
on. One may also deduce that, while the weaving of
hats may have been common in Scotland, the making
of plait and the subsequent making into hats was a
novelty to Mary, and, therefore, in the interests of her
Scottish subjects, she endeavoured to promote a similar
industry in which they also might be “profitably
employed.”
The late Mr. John Waller, of Luton, a member of one
of the oldest families connected with the straw trade,
after a careful and apparently unbiased investigation,
says that the statement about Mary being the founder
of the industry “can only be regarded as pleasing
fiction”; and to support this quotes from Oldmixon’s
History of England (edition of 1724) “That the manufacture
of straw plait had thriven for about 100 years
in the neighbourhood of Hemel Hempstead and Dunstable.”
But from 1552 to 1624 is a long period, and
one can easily imagine the natives of sunny Lorraine
feeling none too homelike in “Caledonia, stern and
wild.” With the accession of James I (Mary’s son)
to the English throne, what could be more natural than
the migration of these workers to more genial southerly
temperatures, bringing with them their art? As
James became king in 1603 there would have been
plenty of time for the industry of making plait for
sewing into hats being established between then and
1624, which would be exactly 100 years before Oldmixon’s
account! And speaking of the advent of the Lorrainers
into Beds and Herts, Mr. Thomas George Austin, in[12]
his book on the Straw Hat and Bonnet trade of the Luton
District, writes, “It is said to be the true history of the
introduction of the handicraft into England.”
One must, therefore, come to the conclusion that the
system of making hats from plait, as distinct from the
weaving the hat in one piece, was introduced by Mary,
Queen of Scots, to Scotland, and from thence the method
came south, and for reasons which will be set out hereafter,
settled itself in the regions of South Bedfordshire,
North-east Hertfordshire, and East Buckinghamshire.
[13]
CHAPTER II
COMMERCIAL RISE AND GROWTH
The history of a straw hat has thus been traced down
to the latter half of the eighteenth century.
Prior to this period all kinds of straws, grasses, and
fibres of vegetables had been utilized in the operation,
the only limit as to material being the growths peculiar
to the locality in which hat-making was carried on, so
one may see that, as each locality probably grew different
kinds of fibres, the result of the finished hats was different.
This difference early gave rise to local nomenclature,
perhaps the first collective term was “Leghorn” (circ.
1650. Tomlinson’s Cyclopaedia, 1867). This now well-known
variety of straw hat, woven first in braids and then
cunningly put together in spiral sequence to the required
shape, is not sewn overlapping, but with the braids
laid edge to edge, and a fine tough straw or other fibre
threaded through every other head on the impinging
edges of the plait, and then drawn tight, so that the
opposite heads fitting between and inside each other
assumed the appearance of being woven in one piece,
except that where the join took place, the thickness
caused by the heads of the plait and the threading
material, produced a ridge which, starting from the
centre and running spirally to the edge of the brim, is
one of the prominent characteristics of a “Leghorn.”
This term, therefore, embodies, first, the place of origin;
second, the material used; third, the method of using.
If other local terms were thus early applied to straw
productions, they have not, as far as the Continent of
Europe is concerned, come down to modern times, all[14]
other names now in use (and they are legion) are the
products of the late eighteenth and the nineteenth
centuries.
All the materials used for plaitting up to about 1745
had been worked whole, that is, the fibre whether rush,
grass or straw, was plaitted as it was grown, and consequently
the hats of coarse weaving largely predominated;
there being naturally a preponderance of the coarser
parts of any vegetable growth.
Further, the manipulation of the bigger fibres was
easier to fingers perhaps only infrequently devoted
to the work, and therefore up to this period the majority
of straw hats were thick and weighty. There were
exceptions such as Leghorns that were plaitted from a
variety of bearded wheat or rye (Triticum turgidum)
grown in Tuscany. This was light in weight, comparatively
tough, and of a fine natural golden colour.
The upper part of the straw called Punta (or point)
was used for all Leghorn hats, and also for making plait
which was called Tuscan, from the locality of growth.
When Tuscan was the only straw plait exported from
Italy, Great Britain was one of the purchasers, and during
the early part of the nineteenth century up to the repeal
of the Corn Laws and the abolition of protective duties
on other goods, British importers of Tuscan plait had to
pay a duty of 8s. per lb. weight.
The desire to produce straw hats of less weight brought
the bottom half of the straw column into use. That
portion generally has a sheath, protecting it from the
sun, which being stripped disclosed the under part of
pearly white colour, this from being at the foot was
called pedale, and although not so tough as the punta,
was sufficiently so for plaitting purposes, and was very
much lighter in weight. The first parcel of pedale plait
arrived in Great Britain in 1878, and is supposed to[15]
have been purchased by Messrs. Carruthers & Co., of
Luton.
But even then the quantity of fine pedale straws grown
did not suffice for the increasing demands for straw
hats.
The Italian straw, being so well established as the
best material, caused workers to endeavour to find similar
straw in other countries which had adopted straw hat
making as a commercial undertaking.
It is probable that the climate of Scotland was not
alone the cause for the migration of the Lorrainers; the
search for fine white, light, straws, impossible to obtain
in the cold north, may have drawn these operatives to
the southern parts of England. Whatever the actual
reason or reasons, it is certain that by 1624 the neighbourhood
of South Bedfordshire (Dunstable), North-west
Hertfordshire (Hemel Hempstead), and probably
East Buckinghamshire was producing higher grade
straw hats than any hitherto obtainable in the British
Isles. The district comprises practically the whole
of the Eastern ranges of the Chiltern Hills, an area of
chalky subsoil. The discriminating Lorrainers quickly
discovered the extreme beauty of colour of the Chiltern
straws, and it is almost certain that for this reason alone
the art of making plait braid was introduced into the
locality, which from 1624 onwards has been undoubtedly
the centre of the British straw hat industry.
Later on the straw plait making spread to portions of
Essex and Suffolk, and although the plaits produced
there were of much inferior quality and colour to those
produced in the Chilterns, and, generally speaking, were
not utilized for the highest class work, they formed a
very useful adjunct to the plait stocks required by hat
manufacturers when large quantities were needed.
Another English centre for straw plaitting was Ripon[16]
in Yorkshire, the district around being the seat of quite
a fair-sized industry. It is interesting to note this,
for it seems to show that the Lorrainers in their southerly
migration, had stopped en route, and had sampled the
straws grown on the Yorkshire chalk.
But all this evidence tends to prove that the nature
of the soil which produced the proper straw for plaitting
caused the trade to localize around Dunstable. This
ancient borough, practically in the centre of the plaitting
districts, situated on the Watling Street, along which
passed all the traffic between London and the north-west
of England and Northern Wales, at the junction of
the Icknield way (another ancient Roman road crossing
the Watling Street towards the east and west), was in
the middle of the fifteenth century alive all day with
the hum of people and merchandise travelling to and
fro. Sitting astride of the trunk roads leading everywhere
in Great Britain, it is small wonder that this
little town, of vast ecclesiastical importance in the
Middle Ages, but much decayed since the time of Henry
VIII, became the place from whence all the products
of the neighbourhood could be dispatched.
And, therefore, the name of “Dunstable,” another of
the now world-known local names, was given to the
plait, hats and bonnets which emanated from the
whole vicinity.
The great preponderance of coarse straws, combined
with the increasing demands for hats made of fine
plaits, caused straw workers to endeavour to make
the straws smaller by splitting the “pipes” (as the
whole straw is called) into narrower portions called
“splints.” This was done at first with a knife, but the
result was generally unsatisfactory, although some skilled
workers managed to acquire really wonderful deftness in
the operation. It was plait called “Patent Dunstable”[17]
made of these split straws that gave this plaitting area
its first textile claim to distinction. Some one, now
unknown, found out that two fine splints of straw laid
together, inside to inside, produced when plaitted an
effect equal to that of the whole straw, and yet enabled
plaitters to make the finest and narrowest widths of
plait. The clumsy method of cutting with a knife was
apparently the only possible way of making splints
until the time of the Napoleonic Wars.
The French prisoners at Yaxley Barracks, near Stilton,
produced “pretty and useful articles such as baskets,
workboxes, mats, etc.” (Mr. Alfred Tansley Soc. Art.,
1860). These were decorated with “laid work,” a
kind of mosaic pattern made of coloured straw splints,
cut to various sizes and pasted on suitable foundations.
“For the purpose of making these splints, they used a
straw splitter made of bone, about two inches long,
brought to a point behind which a set of cutters was
arranged in a circle, the point entered the straw pipe
separating it into so many equal sized splints” (Tansley).
This instrument was soon copied by a Dunstable blacksmith
named Janes (some authorities say Norman) who
made some in iron and turned the cutting parts at right
angles to an elongated stem, which could be used as a
handle. These were subsequently also made in brass,
and in 1815 other varieties, in the form of metal wheels
set in wooden frames, appeared. Mr. Tansley says,
“To this invention may be attributed the success which
in after times has attended the manufacture of straw
plait in England.”
The two methods of working straws, either whole
or split, opened up a wide field for diversity of plaitting,
and quickly novelties began to appear. From 1815 to
the present day, at intervals sometimes short and
sometimes very long, new designs of plait have been[18]
put on the market, and now there is no style of shape that
cannot be suitably fitted up with one or more plaits.
British plaitters have not been content to use only
the straws grown in the five counties. They have ransacked
the world for materials, wood cut into fine shavings
or splints, Manila grasses or hemp, manufactured
splints of cotton, silk, or similar fibres, stuck together
in a flat ribbon called a “lame,” horsehair, bamboo,
raffia, and many other articles have been used for the
purpose. At one time 30,000 persons were engaged
in the plaitting industry, but by 1890 the number had
dwindled to under 3,000. The reasons for this decline
were manifold. Although the district had produced,
and was still producing, straws better than any other
continental centre, yet about 1855 the demand for
something different from the plaits made solely of straw
induced foreign plaitting communities to plait fancy
materials which before had been used for other purposes.
Switzerland and France began to make pretty and
delicate patterns of plait or braid, woven both by hand
and by machinery, of all kinds of fancy fibres such as
silk, horsehair (or crinoline as termed by milliners),
fine ribbons, etc., in various combinations of one or
two or more of the above articles either with or without
straws. Further attempts in the way of decoration
were made by intermixtures of glass beads and bugles.
These very fanciful braids had a wonderful success,
for they were especially adaptable for bonnets, which
to about 1865 were much more in demand for fashionable
wear than hats.
This invasion of a large quantity of displacing material
adversely affected the volume of plaitting in England,
and still further damage was done when Italy began
to send over plain and fancy plaits made of willow shavings,
as well as fine straw punta and pedale plaits similar[19]
to Twist, which was by then the mainstay of the fine
plait trade. (Twist was a 7 end straw with a twisted
beadhead made of fine splints, two of which laid inside
to inside formed one strand for plaitting.) In 1867 the
“last nail in the coffin” of British straw plaitting was
driven by the first import of plait from China, and in
that same year the distress in and around Dunstable
was so great that the then Mayor, Mr. Joseph Gutteridge,
called a public meeting to discuss methods for its
alleviation.
As the far eastern countries of China and Japan
now play such an important part in the world’s straw
hat trade, it will be of interest to note how British traders
first came in contact with their goods. Doubtless from
time immemorial the deft “Chinee” had been accustomed
to the weaving of grasses, etc., into hats and
mats, and it is stated that the attention of Luton hat
makers was first drawn to the possibility of getting
plait from China, by seeing some “hats (mats?) which
had been used for lining chests of tea.”
Whatever the cause, in 1867, from plaitted samples
sent to them, the Chinese were able to imitate, in their
native grown straws, the products of England in such
an excellent manner and at such a low price, that the
fiercest competition was at once created. People
engaged in the trade were so exasperated at the circumstance,
that they made an effigy of the importer and
burned it in the Luton Market Place. The competition
of the increasing bulk of China straw plait imports,
together with the Italian imitation of Dunstable twist
(called at first “Milan,” and now generally known as
“7 ends Pedal”) made the plaitting trade in the five
counties to decrease rapidly.
“The Society of Arts have at various times rewarded
many individuals for successful attempts to introduce[20]
bonnets formed of grasses indigenous to Britain,” says
Tomlinson, in his Cyclopaedia published in 1867, but all
these well meant efforts to revive the industry were
unavailing. Neither for price nor quantity (which
latter was rapidly becoming almost the prime necessity)
could British plaitters successfully compete with the
Italians and the Chinese for plaits of narrow grades,
although quantities of wider plaits both of plain and
fancy designs continued to be made. About 1890 plait
began to arrive from Japan, and just as the British
straw was better than the Italian and Chinese, so the
Japanese was superior to the British. It was of the
most delicate pearly colour, it was infinitely lighter in
weight, and it could be obtained in far bigger pipes
than any European or Chinese growths, and its adaptability
both for whole and split plaits was equal to all.
In straw plait, therefore, the Japanese were able to
compete successfully, but in a short time they put on
the market an article made of wood splints plaitted with
three strands, called “Chip 3 ends.” This plait, of
Italian make originally, from its extremely low price
and colour possibility, was the material backbone of
the ladies’ hat trade for some years. In later times a
braid made of hemp by machinery, called Tagal or
Tégal, originated in Switzerland and Italy. Quickly
adopted by the Japanese, they have been able to supplant
the earlier producers, and as with the Chip 3 ends,
to provide varieties which have almost monopolized
the hat making markets for the million.
In 1896 the plaitting trade was in such a bad state
that some of the principal hat makers in the district
determined to attempt the rescue of the plaitters. For
that purpose the “British Straw Plaitting Company”
was formed, the writer of this book being appointed
Chairman of a very representative Board of Directors.[21]
Manufacturers were eager to assist, and for the first
twelve months the company showed great promise.
A revival of plaitting (although with other materials
than straw and of fresh designs) ensued, and better
prices were paid so that wages were much advanced.
But the Swiss and Italians took fright, and for the next
two years so successfully competed by cutting prices,
that in 1899 the company was obliged to cease operations.
In fact, not only could better materials for plaitting
be found in other parts of the world, but in those parts
the natives, who (as the Ency. Britt. says about the
Chinese) “could live where an Englishman would starve,”
were able to produce plait at prices which made it
impossible for plaitters in England to earn a living.
But fortunately as the plaitting trade declined the hat
and bonnet making of Dunstable and Luton was
increasing as fast as its predecessor fell.
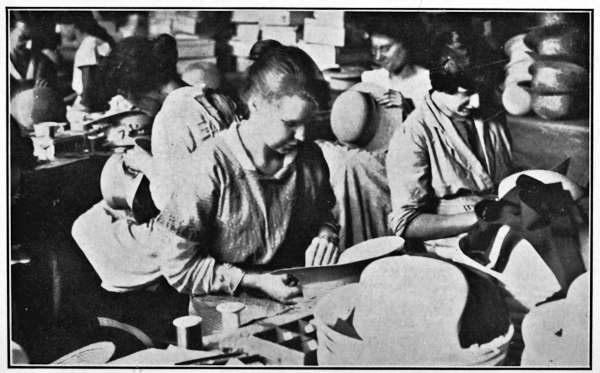
In 1865 the first attempts to sew plait by machinery
were made, previously all had been sewn by hand, a
long and tedious process, when fine plaits were involved.
This took the form of sewing several pieces of fine
plait in a parallel form, making strips of an increased
width, which were then sewn by hand to the desired shape.
A little later an American named Bodsworth introduced
a machine which was capable of sewing plait into hats
and bonnets, but unlike all subsequent models, which
start at the centre of the top of the crown, this machine
started sewing at the edge of the brim. This materially
lessened the field of shape variety, and although great
improvements were effected by skilfulness of working,
and although the machine was adopted by Messrs. Vyse
Sons & Co., it was not taken up generally by the trade.
The well-known firm of Willcox & Gibbs, makers of
a domestic chainstitch sewing machine, had an agent
in Luton named Edward Stratford, and about 1870 his[22]
wife, in response to a friendly challenge, sewed the first
straw hat from centre to circumference. The day following
this epoch making occurrence Mrs. Stratford sewed
another hat out of a fine make of “English China Purl”
(a fine fancy edged plait); this hat is said to be still
in existence.
From 1870 the whole trade was revolutionized, all
fine plaits eventually were sewn by machine, only the
coarsest and broadest widths being sewn by hand. In
1874 Mr. Henry Bland, a Luton mechanic, turned his
attention to making alterations to the Willcox &
Gibbs’ domestic machine, in order to render it more
suitable for sewing straw plait. He took out patents
to cover his improvements, which were subsequently
acquired by Messrs. Willcox & Gibbs, who issued
the new machine to the Trade under the title of “The
10-Guinea” straw hat sewing machine. But this
visible stitch machine had a fault which made it unsuitable
for the best work, inasmuch as the stitch was
prominent on the outside of the hat, and the demand
for handsewn invisible stitch continued unabated for
goods of the best quality. Various machines were
introduced to imitate handsewing, most of them failures,
but M. Légat, a Frenchman, patented one in 1875 that
even up to the present time has never been surpassed
for close resemblance in its work to that done by hand,
but although the machine was taken up seriously by
the best houses of Great Britain and France, its large
initial cost, and heavy charges for maintenance, allowed
it only to retain its supremacy pending the advent of a
less intricate, delicate and costly model.
In 1878 Mr. Edmund Wiseman (who is still living), of
Luton, took out a patent for a machine to sew plaits
with a “concealed” stitch. In 1880 some improvements
were made, and for some years the “Wiseman[23]
Concealed Stitch” machine sold at about half the
price of the “Légat,” and by no means as intricate and
delicate, gradually displaced the French machine.
Between 1880 and 1886, Mr. Bland, of Luton, and Mr.
William Walker of Dunstable, both patented concealed
stitch machines, but without much success. In 1886
Mr. Wiseman entered into arrangements with the
Willcox & Gibbs Co. to produce an improved concealed
stitch machine that from its shape and method of
action was called the “Box machine.” This, although
on the same lines as the first invention with regard to
the method of stitch and sewing, was capable of sewing
all kinds of plait both fine and coarse, whereas the
earlier patent was only really successful on fine plaits.
This Box machine has been greatly improved since 1886,
but taken on the whole, its general characteristics are
the same. In 1895 Messrs. Janes Bros., of Luton, took
out a patent for a concealed stitch machine called the
“Lutonia,” which has met with a very distinct success.
Meanwhile the demand for hats of certain plaits, which
were improved by the outside stitch sewing, kept on
increasing, and indeed there are plaits on which even the
so called “visible” stitches are invisible. Plaits of
cotton, silk, ajour, and crinoline are of such nature
that the cotton used in the outside stitch machine
sewing seems to lose or bury itself in the material of
the braid, and there is less likelihood of the needle
catching in their tough fibres than there is in the working
of the Box machine, where a hook is used; and further
for some years plaits of fine chip were the dominant
demand, and for these there was less tendency on the
part of the fine single needle of the visible stitch machine
to cut the narrow wood strands, than if the double
punctuation of the Box machine needle and hook were
used. In 1879, therefore, the Willcox & Gibbs Co.[24]
took out a patent for what is now known as the “17
Guinea” type of visible stitch sewing machines. This
model has been closely followed by the “Dresdensia,”
a German product of signal value; and “The Singer,”
an American competitor, both of which are in the main
imitations or copies of the 1879 patent. It is a fact
worthy of note that the first successful machine to sew
a hat of straw plait from button to circumference of
brim was a Willcox & Gibbs, and that the latest word
in straw sewing is also, by the arrangement with Mr.
Wiseman, a product of the same firm.
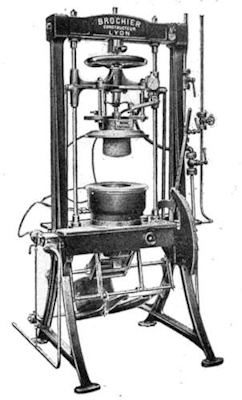
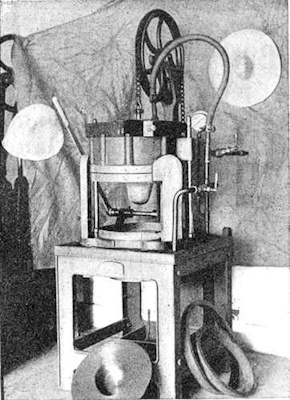
Other machinery used for making straw hats consists
of a variety of “Blocking” machines. As will be shown
hereafter, the most primitive means were adopted at
first, but when the hydraulic type made its appearance
it soon left no room for any other method. The appliances
of Messrs Desbordes, Desireau, Légat, Beresford,
Keston, Brochier and Stoffel (described in Chapter XII)
have now rendered possible the blocking of all kinds of
shapes and materials by machine.
The plait mill, made of both wood and iron, completes
the list of mechanical appliances used in making a
straw hat.
But at the present time all hat sewing machines,
which for at least twenty-five years were driven by the
foot power of the operator, are worked by mechanical
power, either from a gas or steam engine, or by electrical
dynamos.
[25]
CHAPTER III
STRAW PLAIT—METHOD OF PREPARING THE STRAWS
The foregoing details, mainly devoted to the classical
and historical side of straw hat manufacture, have
demonstrated that the word “straw” is very elastic
in its meaning when applied to its use for making hats.
All classes of vegetable fibres have been included at
some time or other in its embrace, and to-day the range
of materials technically known as “straws” is larger
than at any previous time. But as the industry of
straw hat making centred itself in the locality of South
Bedfordshire on account of the superior straw, and
because the process of splitting and subsequent manipulation
effected a total revolution in straw hat working,
a description of the processes common in that district
will, with a few minor exceptions, serve as an example
for all plait making. The straws used in England are
principally those of wheat, the exceptions are very
small. They are specially grown by careful methods
of tillage, and at the proper period are cut either with
the sickle or with the scythe, the mowing machine being
likely to bruise the stalks. They are tied into suitable
bundles, considerably smaller than the usual sheaf,
with the ears of corn as nearly level as possible; these
are then cut off and used for grain purposes. The
bundles of straw are carefully “combed” with a coarse
wooden comb to rid the stalks of all the loose portions
and thin blades. They are then cut into the standard
lengths, about 10 ins. long, and are ready for sizing. This
is effected by working through a series of sieves, with
somewhat deep sides. As the straws have been carefully[26]
gathered with ears uppermost, it naturally follows that
all the similar thicknesses of stalk are together, and
therefore the process of sorting becomes a fairly speedy
one. The cut lengths now become straw pipes, and they
are first placed on the largest end in the largest grade
sieve, the pipes smaller than the mesh fall through,
leaving only those of the coarsest dimensions. This
process is repeated until all the varying thicknesses of
straw have been sorted into their respective sizes. They
are then tied up carefully into bundles of about 5 ins.
in diameter, and are ready for the plaitter.
In Italy, where the straw is grown solely for plaitting
purposes, the process before sorting is a little different.
The sowing of corn (Triticum turgidum, or Triticum
oestivum, which is a species of rye) is done very thickly,
so as to produce thin and short stalks. It is gathered
when the ear is in a soft, milky state before the final
stages of ripening. It is then thinly spread over the
ground in fine, hot weather, and afterwards tied in
bundles and stacked, so that the resultant heat may
drive off all moisture. After remaining stacked for
about a month, it is spread out and exposed to the action
of dew, sun and air, in order to bleach it. During the
exposure, which varies according to necessity, the stalks
are frequently turned. When the bleaching process
is sufficiently complete, the lower joint of the straw
stripped of its outside thin sheath is divided from the
upper one, which is still allowed to retain the ear. This
process provides the punta and the pedale. The straw
is then subjected to the action of steam and the fumes
of sulphur. When this bleaching process is complete
the assortment into sizes by sieves takes place, and the
graded straws are then ready for use.
From this stage for making plaits of the whole or
unsplit straw, the processes adopted by both England[27]
and Italy are in the main identical; Italy, however,
has not generally adopted the splitting processes for
plait making on account of the fineness of her straws.
But the British plaitter reserves the sulphur bleaching
of the straws until the plait is actually made, for, with
the excellent colour of the straw, in many cases this
can be dispensed with until the need for hat making
arises. The first processes of plaitting, either of hats
or of braid, were undoubtedly of the unsplit stalks,
and all “English whole straw” plaits were so made.
It has been shown how and why the splitting of straws
arose. The plaitter, having determined on the variety
of plait to be made, acquired a sufficiency of suitable
sized pipes. With the splitter, the point of which,
inserted in the end of the straw, and pressed downwards,
the tube of straw coming against the radially set cutters,
the pipes were divided into splints of equal widths of
a fineness according to the plaitter’s requirements.
These were then wetted so as to render them a little
tougher and more amenable for manipulation and
bending. The plaitter, with a bundle of splints under
the left arm, and generally a few in the mouth, through
the lips of which they are drawn to keep moist, commences
operations. Any description of all the methods of
plaitting would be tedious, all the operations consisting
of a constant under and over locking of the splints,
but in the split straw making of the “Patent Dunstable”
the plaitting, instead of being of either one straw or
splint, is of two, wetted and laid together, and in the
varieties known as “Splits” the splints are plaitted
singly, leaving alternately, or in a spaced pattern,
according to the design required, the inside and the
outside of the straw; the outside of silicate being
shiny, and the inside with its slight pith (or rice as it
is termed) being dull. The “Whole Straw Dunstable,”[28]
the first plait made in the neighbourhood, was of seven
entire straws, “Patent Dunstable” or “Twist” was
of seven doubled strands, or ends, formed of fourteen
splints. Rice similarly made, but with the splints
inside out, making a plait of a dull white which was
extensively used for bonnets for weddings. “Split”
was formed of seven single split straws, presenting the
varied appearance mentioned above, and was naturally
the lightest of British fine plaits. “Luton” was made
like “Patent Dunstable,” but without the “Twist”
head, making a flat plait similar to split but with both
sides alike. “Bedford,” made of eleven single or eleven
double ends of twenty-two splints, similar to and in
imitation of the Italian plait “11-end Tuscan,” and
“Rustic,” a plait of four whole or split straws plaitted
to show pointed serrations on both edges. These plaits
form the base from which all other straw plaits have
developed; their composition and methods are to be
found in every variety whether made in Great Britain
or abroad, and although other hand-made plaits have
larger or smaller numbers of “ends” (from three to
almost any number upwards) their basis of treatment
remains the same.
The two primary homes of plaitting straws into braids,
Italy and Great Britain, had many features in common
in the conditions and methods by which the plait was
made. In both countries the whole of the industry was
carried on by peasants and their wives. The males,
who were generally agricultural labourers or small
traders in rural districts, for the main part saw to the
growing of the straws and their preparation and distribution
for plaitting, followed after the braids were
made by the marketing of the work done by their female
friends or relations. In some districts, such as the
environs of Florence and of the South Beds and[29]
neighbouring counties, these occupations were of
such magnitude as to give constant employment to
many.
In all the districts the main labour of plaitting was
undertaken by the womenfolk, although men at times
took a hand, and in the middle of the nineteenth century
it was a real feature of village life in the plaitting centres,
to see the good wives and daughters, after the household
work was done, standing at their cottage doors, swiftly
and dexterously plaitting and at the same time distributing
that gentle and yet satisfying gossip that was
so dear to rustic life. In this manner by far the greater
bulk of the plaits of Italy and Great Britain were made,
although in the latter country since about 1825, some
extra means of production were employed. Instead of
the art being taught from mother to daughter, as was
the earlier practice, schools of plaitting were instituted.
These were generally arranged in the cottage home of
one of the most expert plaitters, who for a small fee
taught the youthful aspirants all the intricacies of the
trade, while at the same time the instructor contrived
to keep at work on her own particular plaitting. The
view of a portion of a plaitting village, on a fine day,
with its generally picturesque surroundings framing an
active rustic group of women engaged in plaitting, was
such as should have commended itself to many an
artist, yet strange to say the pictures extant of either
Italian or British plaitting scenes are very few and far
between. These pleasant, pastoral occupations seem
to have gone for ever from Great Britain, although one
may still see in Italy the once familiar signs. Hand
plaitting has migrated to the Far East, and there in
China and Japan one can to-day see, with the changes
consequent on the different setting of the scenes, the
sights which seventy-five years ago were common to[31]
the countryside around Dunstable, Hemel Hempstead,
and Luton.
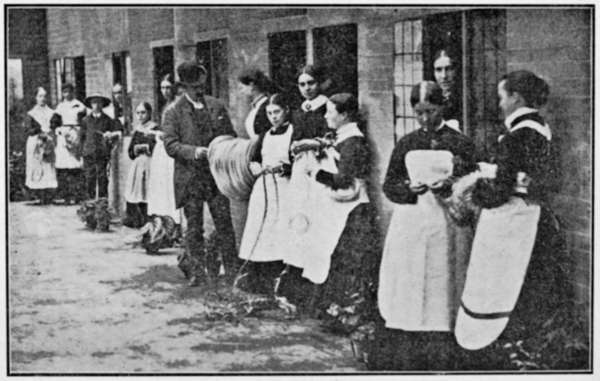
Fig. 6
STRAW PLAITTERS AT WORK—A BEDFORDSHIRE VILLAGE SCENE IN 1870
Machine-made straw plaits have never been produced
in quantities in England, although patents for plaitting
have been taken out; but in Italy and Switzerland
machinery has been in use since 1840, producing plaits
of straw mixed with other fibres, such as horsehair
or silk. Fiesole, a village near Florence, became a
centre of machine-made plaits of Tuscan straw woven
in Wattle fashion with strands of silk and cotton, and
gave its name to all similarly made plaits.
The other continental centres making straw plaits
were Switzerland and Belgium. By the former practically
all the straws used were imported from Italy,
only quite a small portion being home grown; but
Belgium produced some beautiful straws, and the
“Split” and “Piping” made in that country have
never been surpassed. The “7 end cord,” of same detail
as “Patent Dunstable,” although excellent in make and
colour, missed the sharp twisted head (from whence
the name “Twist”) peculiar to the British made article,
the straws being of too soft a nature to retain the desired
effect throughout the hat-making processes. The
methods of gathering and preparing the straws in
Belgium closely followed the British.
China, the first Far Eastern straw plait competitor,
is able to count on almost limitless quantities of straw,
and the plaits made there are, as far as appearance is
concerned, second to none. But while the British
plaitter inserts only one or say two straws at a time,
the Chinese frequently insert what is known as the
whole sett; this naturally causes a greater weakness at
the junction than is found in British plait, and for that
reason many Chinese patterns, although beautiful to
look at, are very difficult to work, and the probability[32]
of some of these setts coming undone and the consequent
raggedness of the speels (as the loose ends are called)
make these plaits undesirable for the highest class
work. But the Chinese, although not too adaptable, are
nothing if not deft, and a few makes of plait are put on
the market, which from their altered “setting” are
known as “speelless.” “Speelless Maslimpo,” an imitation
in very fine whole straws of Italian 7 ends pedal is
one of the most beautiful fine plaits made, and although
it seldom entirely justifies its adjective, in the main it is
the least difficult Chinese plait to work up. The methods
employed by the celestials in preparing the straws are
tantamount to those employed in Britain, and the
methods of splitting them are identical.
Japan occupies a unique position in the cultivation
and production of straws for plaitting. The soil is
extremely fertile, and the geological condition of the
country is volcanic. The straws when grown attain
to a great size of tube, even as much as 1⁄3 of an inch in
diameter, and plaits have been made of Japanese straws,
split only in one place, which when opened out form a
splint an inch wide, making braids of only 4 or 5 ends,
about 3 ins. in width. The volcanic nature of the
country seems to have permeated the soil with some
bleaching agent. Sulphur is usually a product of volcanic
eruption, and although its fumes are deadly to
the growth of cereals, straws grown on volcanic soil
acquire a colour which is unobtainable elsewhere. And
the colour of the Japanese straw is entirely unlike, and
at the same time vastly better than, any other known
variety. Its rapid growth also engenders a special
lightness of weight, and although not tough as the
Italian or British, it is sufficiently so for any plaitting
purposes. In this case the preparation of straws for
working is simply the drying and sorting.
[33]
Cereals only have as yet been described, but two other
vegetable products can almost claim by user to be classed
as straws, as the straw hat making industry has adopted
them in a very whole-hearted manner. One of the first
vegetable plaits, other than those of actual straw, was
made of fine splints of the wood of willow. This was
sufficiently seasoned in plank, a finely planed surface
obtained, and a planing cutter, with scoring knives set
to the requisite width, was made to take a very thin
shaving. This naturally produced the shaving in very
narrow strips that were the media from which 3 ends,
5 ends, 7 ends and 9 ends “Chip” were plaitted by
hand. Also wider splints of willow shavings were used
to make fancy patterns of plait, the number of which
is legion. This branch of the industry emanated from
Italy, and Saxony and the Black Forest subsequently
did some business in chip plaits, but their shavings
were not equal to the Italian, being more woolly and
less glossy, and they enjoyed mainly a local success.
About 1890 the Japanese began to make chip plaits,
their wood was equal to the Italians, and their prices
vastly lower, so that for some years, while the plait
known as “3 ends Chip” monopolized the great bulk
of the hat making requirements, Italy and Japan were
keen competitors. As in the birthplace of chip plaits,
so in Japan were subsequently made all kinds of fancy
designs, which for some time nearly extinguished the
Italian trade.
The other vegetable fibre is hemp. This was first
used by the Swiss in the manufacture of a machine
made braid similar in appearance to the hand plaitted
9 or 7 end chips.
The fibre from which the first braids were woven was
derived from an aloe-like plant Sansaviera Zeylanica
(or bow string hemp) which grew in the island of Java[34]
in a district called Tégal. This particular hemp when
prepared was exceedingly lustrous and tough, and when
put on the market in braids was called by the name of
its native place. The name has been corrupted into
several forms, Tagal, Tagel, Tagle, etc., but the proper
name is Tégal, and this is still retained by the French,
while in England the most popular form is Tagal. The
method of weaving was to plait into braids, strands
formed of one, two or three, or even more fibres of the
hemp, and plaits were marketed conveying those
features, such as “13/2” (which meant 13 strands
of two fibres), or “13/3” (thirteen strands of 3 fibres).
This shoelace like braid was soon followed by a design
similar to Italian 7 end Pedal, and was at first known as
“Tégal Picot,” but is now more generally called “Pedal
Tagal.” When worked this plait has a very close
resemblance to its model, and like all the other hemp
plaits, will take a softly brilliant and regular coloured
dye.
The Japanese soon copied all these Tagal braids and
quickly made it almost impossible for any other competitor,
although at first their reproductions were
extremely faulty. While Italy, that also made hemp
plaits, and Switzerland yet enjoy a small trade, it is
probable that at least 95 per cent of Pedal Tagal emanates
from the “Land of the Rising Sun,” which has
found means to utilize other varieties of hemp, and has
also incorporated silk fibres into the plaitting, and at the
same time is now producing qualities that are not
surpassed by either of the European varieties. The
only merit of continental Tagal above the Japanese is
that the braids are somewhat firmer and squarer in
make.
Hemp fibres, like almost all others, have been
extensively used, either by themselves or in conjunction[35]
with other materials, in making fancy braids of a thousand
and one varieties. One feature of all Tagal
plaits is that there is no other known medium which
combines such toughness and wear-resisting qualities.
Further, plaits have been made from the naturally
produced vegetable fibres, Raffia, Cuba Bast, Yedda
(a particularly light stripping from an exotic plant),
Sinnet or Palm leaf, Rushes of all kinds, and various
similar growths.
Mechanically prepared fibres from vegetable growths
such as cotton, jute, etc., have been pressed into the
making of various braids of close and open designs, while
silk and imitation silks of cellulose nature have enjoyed
great popularity as plaits for making fancy hats.
The only purely animal product used in making
plaits is horsehair. This material, so extremely liked
by the highest classes of wearers, is now most difficult
to obtain owing to the rise of the motor car and the
subsequent decline of the horse, but in spite of its origin
it has been, since at least sixty years, included as one
of the materials that can be classified as a “straw hat.”
All the plaits mentioned, with very few exceptions,
such as the cellulose, visca, cotton or black horsehair
varieties, require bleaching or dyeing before being ready
for sewing. In a few cases these processes take place
where the plait is made, but generally speaking they are
done at the places where plaits are made into hats.
[36]
CHAPTER IV
STRAW HOODS—METHOD OF PREPARING AND
OF WEAVING THE FIBRES
The previous chapter has dealt with the materials
used in plait and the incidental processes necessary to
the preparation of the fibres, because plait is undoubtedly
at the present day the principal medium for the fashionable
straw hat. As the opening chapter proves, the
earliest periods of the use of vegetable fibres for head
coverings were entirely devoted to the weaving of the
hat in one piece, as, for example, a basket is woven.
In fact, the use of plait braid has been adopted only for
about 400 years, but, although large quantities of woven
hats still continue to be made, plait has gradually taken
the premier place. But any description of the straw
hat trade would be incomplete without a proper
account of the woven hat or “hood,” as it is termed in
the trade, the word “hat” implying the finished article.
In the first place the fibres that can be made into plait
can also be made into hoods, for any fibre capable of
being manipulated in plaitting can be woven. (The
term “woven” is used in want of a better, because the
action needed is really more what is generally known
as “weaving” than “plaitting,” although both processes
are done by hand, with one or two minor exceptions.)
There are, however, several fibres that are
woven into hoods that are not generally utilized for
making plaits, although quite suitable, but their nature
is such as to demand a different preparatory treatment
to any of those essentially straw. These are the
“Panama” and the Panama imitations or substitutes.[37]
Among the substitutes are “Curaçoas,” “Bowens,”
“Jipi-Japas,” etc.; and the imitations are “Javas,”
“Bankoks,” “Brazilians,” “Manilas” and “Paper
Panamas” made from strips of paper rolled to imitate,
and they do imitate very closely, the natural fibre used
in the real Panama. A description of the true “Panama”
fibre will give an insight into the nature of all
the substitutes, the preparations for weaving being
nearly identical in every case. The origin of the Panama
hat is obscured in oblivion, but the source of supply
ranges round about Central America, and from Ecuador
claims are made that in the province of Manavi, a native
named Francisco Delgado first made a Panama hat about
300 years ago. This very Spanish name for a native
evokes a suspicion that the date given was the first
Spanish record of the matter, for it is most probable
that the making of grass fibre hats in the Western
Hemisphere was, like it has been shown to be in the
Eastern, of the most remote antiquity. But researches
made by our Consular Office can only supply the above
information. The material used is derived from a kind
of native palm or palm grass known as paja toquilla,
and resembles, in its fan like shape, the saw palmetto.
Cultivation usually takes place in selected low-hung
wet lands, and the seed is planted in rows during the
rainy season. When the grass attains a height of 4½ to
5 ft., it is cut just before ripening, boiled in water, and
after being thoroughly dried in the sun, is sorted through
very carefully. The actual selection of fibres for the
best class hat is most thorough, and all unlikely leaves
are rejected.
Those finally selected are in some districts, such as
Manavi, dampened with water to make them tough,
pliable, and amenable to stripping into the required
widths. In Columbia, where the “Palmicha” is used,[38]
the leaves are boiled for a certain time till they soften
and turn a light yellow in colour. This process of boiling
is an art in itself, and seems to present greater difficulties
without corresponding advantages to the simple
damping. The leaves done by either method are then
separated and hung to dry in a current of air, but not
in the sun. Before they are quite dry the splitting
operation commences; this is still done in some districts
in the primitive method by the thumb-nail of the operator,
in others a Y-shaped wooden tool is used. The
splints, when being split are made to curl slightly at
the edges, causing the fibre to assume a roundness. The
subsequent drying causes this roundness to become
permanent. They are then made into suitable bundles,
and wrapped in clean damp cloths to protect them from
the dry atmosphere as well as from the light. The
hood weavers commence at the apex of crown and
continue the weaving in a circular and transverse
manner, until the edge of the brim is reached, when a
double “return” is made to give strength and form
to the hat. Some centres use wooden blocks, on which
the hood is shaped during its progress of weaving,
others follow simply the primitive method of rule of
thumb, but during late years the demand for larger
head entries to Panama hats has caused a more
general using of either the wooden block or a suitable
template in order that the size of the crowns may be
more uniform.
In some places the various parts of the hood are
made by different operatives, thus the crown or the top
only may be woven by one, the side of crown by another,
and the brim by a third; generally there are two.
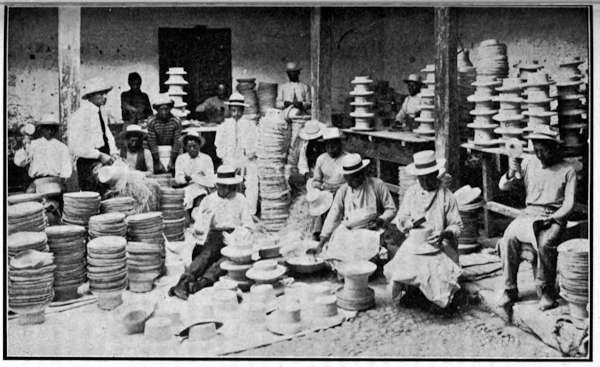
Fig. 7
PANAMA HOOD MAKING—TYPICAL OF WORK ON ALL WOVEN STRAW HATS
In order to achieve the best results the weaving has
to be done in a very humid atmosphere, and to take
advantage of that condition, and to ensure continuity,[40]
the work is sometimes accomplished between midnight
and 7 a.m. during the dry season. Some writers on
this subject assert that Panamas are woven under
water, the operator using a bowl; some may have been,
but this was probably a freak experiment, as in all the
many districts where hats of this kind are made the only
desideratum is full natural humidity. When the hood
is finished the ends or “speels” of the strands, where the
setts-in and the setts-out take place, are carefully pared
off with a sharp knife or scissors, and the hat is battered
all over with a small wooden mace in order to make it
as smooth as possible. It is then washed, in some places
with clean cold water only, in others with soap and
water, and in some with soap and water combined with
lime-juice; drying in the sun completes the operations
of making the hood. What are here known as “Jipi
Japas” are so closely allied to the true Panama that
only an expert can differentiate between them. The
material used is almost always identical and is prepared
in the same way. There is, however, a slight difference
in the method of weaving, and the finish generally
speaking, is not of such a high standard. They are made
principally in the province of Manavi, in Ecuador.
Another variety, very similar, taking its name from the
district in which it is made, is called “Suaza.” The
really fine specimens of the Panama hat appear to be
produced in Columbia, and are made in the departments
of Santander, Antisquia, Cauca, and Tolima.
The local generic name for all these hoods is “Jipi-Japa,”
but the name “Panama” was applied to them
because Panama was the port from which they were
shipped, and this name for the best quality obtains
generally throughout the world. A really fine hood
would take two or three months to make, but the bulk
probably do not exceed two or three weeks’ work. Some[41]
districts look to the making as regular employment,
and the operatives work the whole available time in
the day, while others regard it as a side line, and utilize
only their spare time. A very similar arrangement to
this was common among the straw plaitters of England,
and in both cases the bulk of the workers were women.
Latterly in the Central American States men have been
more employed in the industry.
The “Curaçoa” (or as it should properly be spelt
Curaçao) comes from the island of the same name in
the Caribbean Sea. When made the hoods are of a
light creamy fawn colour, and are made out of fibres
imported from the neighbouring mainland of Venezuela.
The method of weaving is similar to that of Panama
hats, but the strands are of a much coarser texture.
“Bowens” or “Pandans” are made principally by
Chinese labour in the island of Sumatra. They are
generally, although some are of split fibres, made of a
whole natural raffia-like grass which is indigenous.
They are extremely low in price, and although coarse
looking are very serviceable hats. When properly
bleached, after going through a variety of chemical
colour changes, they assume an excellent white.
Another variety of hood, of which only a limited
quantity have been used, owing to its many undesirable
features, is the “Hinoki.” This is made of Chinese
raffia by native labour, and is similar to the “Bowen,”
but the nature of the fibre is such as to make it decidedly
inferior among the Panama imitations. “Javas” are
perhaps the most peculiar and wonderful in their working.
They are made of perfectly flat splints obtained
from bamboo-like palms, and are woven in all degrees
of fineness, but their great peculiarity lies in the fact
that they are double, the hoods when marketed having
a finely woven exterior and an inside lining much[42]
coarser in texture attached only to the outer one at the
edge of the brim. At one time they commanded a
large trade, but demand for them has greatly diminished
in Europe. “Bankoks” are similarly flat splint hoods
of one thickness, but the fibre of which they are composed
is an inner one, the outer and harder portion being taken
away. They have the merit of extreme lightness of
weight and can be successfully dyed in any colour but
with little sheen. “Brazilians” are not unlike
“Javas,” but are of one thickness only, and the fibre
used is more stubborn than that of the “Java.”
“Manilas” are also woven in like manner to a
Panama, but they can be obtained both single and
double like a “Java.” The fibre used for them is hemp,
the “splints” of which are fine strips of two or more
strands of hemp laid flat. This variety of hood is
capable of being dyed to any colour, and unlike either
of its confrères, has a brilliant sheen when finished.
All these “imitations” derive their name in some way
from their places or ports of origin.
“Paper Panamas” are the latest Japanese production,
imitating some models first made in France. By appearance
alone they can hardly be selected from the real
article except to experts, it is only the difference in
weight and greater regularity of colour, that discloses
their nature. But they have not the same wearing
capabilities, for while a real Panama can, and often
does, last longer than its wearer’s lifetime, the sham
one is nearly worthless after the first season’s use.
Other hoods are made of “chip” (generally of wider
splints than those used for making plait); of “rush,”
“yedda,” “raffia,” and other similar materials, in fact
each succeeding season generally sees some novelty of
fibre introduced. Of rush hoods there are two varieties,
one of the fine, rather hard, but very tough rushes[43]
that usually grow in England by the wayside; these
are made in the greatest quantities in China, and wonderful
ingenuity is displayed in their finish. The other
variety is that of the pithy “rush” such as one may
gather in the Fens, and which is to be found in quantities
in the Lombardy marshes; these are used for making
both plait and hoods which are very light in weight.
“Yedda” is the inner cuticle of an exotic plant,
which has great toughness and is very light in weight,
but, owing to the growth of the plant, can only be
obtained in very short lengths, this of necessity making
both plaitting and weaving more difficult.
“Raffia” is the substance known to gardeners,
and makes an excellent medium for plait and hoods
on account of its lightness, its toughness and the great
length of its staple. There are other natural fibres that
have been utilized for hood weaving by hand, but the
above-mentioned are the principal ones. In addition
there are some hoods made of machine woven plait of
hemp, cotton, silk, or imitation silk fibres. Although
the first named is frequently worked alone, the others
are generally woven with other materials. A hood of
straws machine woven with the aid of a cotton, hemp,
or silk fibre emanates from Switzerland and Italy, and is
extremely light in weight. Sometimes the straws are
utilized whole in these hoods, but more generally they
are split. In both cases the straws are dyed or bleached
before weaving.
All these hoods are utilized for making men’s or ladies’
hats, and except in a few cases they are imported in
the natural colour, requiring bleaching or dyeing before
entering the actual hat making process.
It is perhaps necessary to add that hoods of splints
cut from palm leaves imported from Cuba, were made
during some years at St. Albans. The result was similar[44]
to a “Brazilian” (in fact, they went under that name),
being woven by hand in the villages round the city,
and blocked into proper shape and trimmed in the St.
Albans factories. The trade languished when French
competition arose, Strasburg and Nancy being the most
successful European competitors. “Panamas” or
hoods made from the fibre imported from the West
Indies have also been made in these last mentioned
centres.
[45]
CHAPTER V
STRAW PLAIT AND PLAITTING
Having briefly described the nature of, and method
of preparation of various plaits and hoods, some detailed
account of the method of working those which have
largely contributed to the creation and augmentation
of the Straw Hat Trade will be necessary.
The first plaits made were, as has already been said,
of whole pieces of rush or straw. They were plainly
plaitted without any attempt at producing what is
termed a “head,” i.e. the straws or rushes were simply
folded over flatly at the edge of the plait. Plaits were
made of varying numbers of “ends” or pieces of straw,
from three to seven was probably the favourite scale.
The “ends,” let us say three, are fastened together by
twisting in a fanlike manner, the right-hand one is first
bent under towards the left in a flat fold at a widish
angle, under the middle “end,” this then becomes
parallel to the left hand “end” which in its turn is
folded under the now middle end towards the right,
becoming consequently parallel to the right-hand
“end”; this completes the operation, which to
make lengths of plait is repeated ad libitum. The
plait produced is now known as “3 ends plain.”
To make a “head” on one edge of the plait,
instead of folding flatly from the right, a “twist”
or half turn is given to the “end” at the extreme
edge and point of turn, before folding under the middle
strand; as this always to a certain extent buckles
the round pipe of straw or rush, a shell like effect
is produced which greatly adds to the effectiveness[46]
of the plait, and is called “Twist” or “Picot”
edge.
To make “five ends” plait, five strands are required;
these are also set out in a fan like shape, but four of the
ends lie parallel towards the right, and one only towards
the left; the plaitting begins by turning with either
the twisted or the flat fold, the right hand “end”
under the “end” nearest to it, over the next one, and
under the third, when the left hand “end” is turned
under the one just brought from the right, which then
becomes the left hand “end,” again beginning with
the now right hand “end” and repeating the operation
as before. These two processes form the basis for all
plaitting, and although any number of “ends” may be
used up to the holding capacity of the plaitter and
although any change of making the “head” may be
adopted, the under and over method is common to all
plaitting of braids and hoods. The demand for novelty
has caused many variations to be created; the “Twist”
head has been described, in addition there are the
“one” “two” or “three” or even more “Purl”
(or “Pearl”) heads. A “Purl” is a double kind of
“Twist” which may occur at every other head or greater
intervals. This twist consists of two of the strands or
split straws being turned spirally for a sufficient length
to form a little half shell at the edge of the plait, the
further length of the strand being plaitted into the foot
at the desired distance, giving to the finished braid,
which is generally of a narrow width, a very pretty
effect. Another variety of head which has different
applications of the same principle is known as “Feather.”
This, although it can be made with whole straws, is
generally, and is most effective, made with split straws,
and its pattern is a loop or loops of a slightly curved
nature formed on the edge of the plait by allowing the[47]
right hand “end” or “ends” to miss one or more
turns of plaitting, so that when at regular intervals
it is, or they are, loosely brought into use, they will
form a kind of scalloped edge to the plait.
There are also heads which are known by the number
of times plaitting is missed to create a fancy edge. These
vary from two to ten, and are made from a sufficient
number of “ends” to leave the head of “Under-two”
or “Under-ten” or intermediate numbers, as the case
may be, with a sufficient “foot” to keep the plait
firm for working; the resultant appearance of this
method is a plain succession of parallel straws at the
plaitting angle to the “foot,” which gives, when sewn,
the “foot” being covered, according to the medium
used, an entirely “matt” or a brilliantly glossy surface.
These “under” plaits can be made with any reasonable
number of “ends,” but they are seldom found plaitted
with more than sufficient to produce the “under ten.”
In order to preserve absolute regularity of length in
these head straws, which are actually “in the air,”
they are turned over a suitable template, be it of bone,
metal, or any thin hard wearing material; this is withdrawn
as the plaitting progresses to the further stages
of development, but in some cases, especially with split
straws, which would not retain any regularity without
some support, the template used is a strand of split
straw of sufficient width for the number of “under heads,”
and is left in the plait to form a permanent strengthener
to the pattern. It is completely hidden from sight by
the heads folded over it, and although in the wider
plaits it is very undesirable, being extremely difficult
to turn in small circles, in the narrow grades the
objectionable features are more easily overcome.
In addition to these, there is the “saw” edge, a
peculiarity of “Rustics,” and of which, as its name[48]
implies, one edge, or both edges, present that angular
serration which is common to saws. There are also
innumerable fancy edges, having as their foundation
one or the other of these generic patterns.
The “Foot,” or other part of the braid as distinct
from the head, is made in so many ways that room
forbids any detailed account: some plaits have none,
and one of the most remarkable of this variety may be
described. In “English Brilliant,” a widish plait made
of a varying number of ends, there is really no “foot,”
the plait, of split straws, being all head or pattern.
The individuality of “Brilliant” is that once the turn
is effected the split straw instead of laying flat across
the pattern is made to stand on its edge, giving to the
design a look similar to a honeycomb; this is probably
the lightest in weight of any straw made plait.
These few types form the basis on which nearly all
plaits are made by hand. There are, of course, many
others in actual use, one not yet mentioned which,
although plaitted in the same way as ordinary flat head
7 end braid, is made with single strands of split straw.
The result is a kind of chess board pattern, which shows
alternate squares of the outside and the inside of the
straw. This has a generic name of “split,” and was
one of the earliest developments of English plaitting.
Naturally, it is very light in weight, and enjoyed a great
sale for many years, being most suitable for “Granny”
bonnets.
Other plaits have been made of what is called
“Cordinette.” This consists of two strands only, and
is plaitted one over the other in recurring fashion, so
as to make a kind of narrow concertina. It was at one
time used for making small bonnets, but its general
application has been for the embellishment of some of
the wider grades of plait.
[49]
The straw plaits of China, and especially Japan, are
all made on the above lines, their extra beauty and
lightness, combined with the width of straw possibilities,
rendering them the successful rivals to our insular
produce. In these Far Eastern lands many fancy
digressions of plait making have been made, some of
them of beautiful design and effect, but all of them
embodying one or more of the methods already described
as peculiar to hand plaitting, and generally
speaking have been copies of patterns sent out from
Europe.
The other branch of plait making that has now
revolutionized the trade is that of machine made braids.
Some few entirely straw plaits have been made by
machine. A Luton inventor named Barrett designed a
mechanical plaitter, which really did make fairly good
whole straw plaits, but the invention came at a time
when lightness was considered most essential, and the
machine failed to do justice to either single or double
split straws. Italy has for many years produced a
straw plait woven with cotton or silk, of which there are
many patterns, but which are all given the generic name
of “Fiesole,” from the original place of manufacture.
This Italian plait of fine Tuscan straws has been in use
for many years, 1840 is supposed to have been the date,
and the plait was made on looms imported from Switzerland.
Both Italy and Switzerland have since produced
innumerable patterns of plaits in which straw is combined
with one or more suitable weaving media. But
all these machine-made patterns, although legion in
number, and extending over more than three-quarters
of a century, cannot compare as a straw hat success
with the machine woven braids of horsehair, cotton,
silk, viscose, hemp and other similar fibres that have
emanated from Switzerland, Italy, Germany and Japan.
[50]
Probably the first machine-made braid (soon adopted
and classified as “straw”) was that known as “crinoline.”
This has as its basis horsehair, and is made both
of hair alone and of hair mixed with many other fibres.
The plain braid can be composed of odd numbers of
strands of horsehair from five upwards, in series of
numbers divisible by four, plus one; thus 17 ends, 21
ends, 25 ends, and so on; the finest used in the trade
is 17 ends, which is about 1⁄8 of an inch in width, but
21 and 25 ends are the most in request for making the
Crinoline hat so well known in the most fashionable
quarters. Bonnets were extensively made about fifty
or sixty years ago of “Crinoline Fancy” plaits that were
a mixture of the hair with silk, or straw, or Tuscan, or
any similar fibres. They were also adorned with glass
beads or bugles, and with silken knots and small tassels.
This trade is now nearly extinct owing to the scarcity
of hair, but its place is fully filled with imitations made
of various kinds of artificial silk, cellulose, viscose, and
the like.
A cheaper competitor to crinoline was brought out
about 1870, when imitations in cotton fibre braids were
put on the market, but these missed entirely the delicate
open work of the real article. Similar effects were
subsequently made in hemp. But about 1890 the Germans
began to make cotton braids in an open, or as
it was termed ajour, manner, imitating very closely
the true effect of crinoline. This had a tremendous
success, for the cost was very small. This was followed
by the silk imitations mentioned above, and they have
now reached such a stage of perfection of make and
colour as to entirely outvie their progenitor. About
1892 the Swiss people put on the market the first
“Tégal” braids, to be quickly followed by an Italian
copy. This rapidly spread to Japan, and the product of[51]
that far eastern country soon took the premier place,
which at the time of writing it still holds.
Another product, largely used in the trade, although
strictly speaking neither a plait nor a woven hat, is
“Sparterie.” This is wattle woven of fine willow-chip
splints into various sized sheets for the different requirements
of the trade; it is mainly used as a foundation
for making hats to be covered with some delicate plait
that will not stand any method of wet stiffening. It
is extremely light in weight, and can be moulded to
almost any shape, it will stand stiffening, and may be
made as firm as stiff buckram. This emanated first
from Italy, but now for some years the Japanese have
been competing for the trade.
[52]
CHAPTER VI
DYEING
The dyeing and bleaching of the various plaits are
the next important processes towards making a straw
hat.
The dyeing of straw plait in England, done individually
for some time on a small scale, commenced as a separate
industry about 1845, when a Mr. Randall opened some
dyeing works at Sundon, a village about four miles from
Luton. Black, and a very poor brown and dark blue,
were the only colours then dyed. Shortly after Mr.
Thomas Lye, who came from Kirkby Malzeard, near
Ripon, Yorks, which was a plait making centre, started
business as a dyer in Luton. His gamut of shades
numbered only four or five, and the standard of colour
then demanded was very low. Mr. Lye’s first signal
success was a “grey,” which at that time no other
competitor had attempted. In 1857 his business was
transferred to its present site. Other colours quickly
followed, and the invention of aniline dyes revolutionized
the old “vegetable dye” processes, of which the
ingredients were madder, indigo, logwood and fustic.
These wood dyes required a long and costly process,
and involved the use of mordants to prepare the straw
for the different colours, and their somewhat cumbersome
methods rendered them at all times rather uncertain
in their results. With the advent of the more easily
handled synthetic dyestuffs the operations of wood
dyeing became less frequent, and although to-day
black is still produced from logwood chips, practically
all colours are dyed with one or the other extracts of[53]
coal tar, etc. The main considerations of dyeing are
brilliance of shade with perfect evenness of colour,
and penetration of the dye right through the straw.
Unlike some textile fabrics, fastness either to light or
even to water is not insisted on; but absolute penetration
is a necessity, for should any part of the straw when
plaitted become abraded, if the colour were only on the
surface, the worn part would show a lighter tint; and
also if when the “button” or centre of the hat was
made, the turning of which being in such tiny circles,
the straws are disturbed to their utmost, and the light
coloured spaces which would result would impair the
regularity of colour. And the dyeing penetration of
straws or straw plait, composed as it is of such diversity
of elements, the hard flint like exterior and the soft
pappy inside, is a matter of considerable difficulty,
even if dyers had not to contend, first, with the extreme
hardness of water which is common in the South Bedfordshire
district, and second, the constant cleansing
necessary on changes in fashionable colours necessitating
the use of coppers, the chemical effects of which in some
instances need counter action to achieve a good result.
The question of penetration of the straw is one that
has keenly exercised the minds of straw dyers from the
inception of the industry. Many are the opinions as
to the best medium for rapid and regular penetration.
And many are the formulae given as being most suitable
agents. It is probable that straws, grown on different
geological formations and thus having different varieties
of silicate exteriors, require different baths of softening
chemicals, and that one bath, excellent for the straw
plaits of China, would be inefficient for the straw plaits
of Italy. Generally speaking, however, these baths
are formed of water with some neutral salt, such as
sodium acetate; or of an alkaline solution of sodium[54]
carbonate with ammonia. But the less that is done in
the way of such softening before dyeing the better;
because the longer straw plait is boiled the more it is
impoverished. And as these preliminary processes
involve boiling in every case, impoverishment must
take place, and where alkaline solutions are used the
results are especially poor. Another objection to the
use of softeners is that they tend to loosen the straws
of the plait, and as each process involves manipulation,
the handling of the loosened plait tends to break it
considerably.
Yet another objection is that certain shades of colour
are most adversely affected by the previous use of such
agents, in fact some tones cannot be produced at all
on plaits thus treated. While in a few cases it is perhaps
necessary and advisable to employ a softener, in by
far the greater number the best results are those obtained
from that formula which involves the fewest processes
and the shortest time of boiling, and this can best be
obtained where dyestuffs are used that do not require
any previous preparation of the plait.
The dyeing of straw is almost invariably done at the
boil. The dyeing matter, with any necessary addition,
is put into the vat or copper and well mixed with the
requisite amount of water. The plait is then introduced
and laid carefully and regularly so that when pressed
down the solution may cover it.
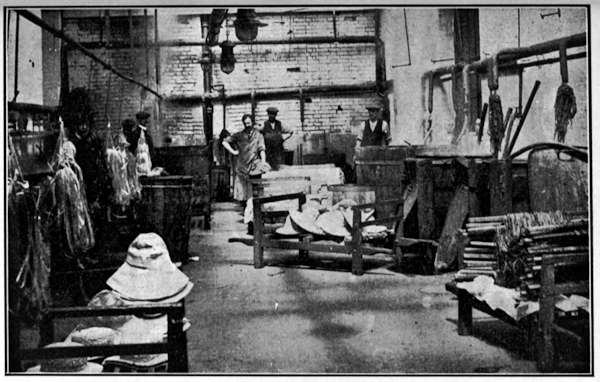
Fig. 8
BLEACHING AND DYEING OF PLAITS AND HOODS
The vats (which are made of wood) and the coppers
are all furnished with a steam perforated copper coil
at the bottom. Over this at a slight distance, so that
the heated pipes cannot come into contact with the plait,
is laid a perforated tray, be it of wood or copper. The
plait is laid, as described above, on this tray, and when
sufficiently pressed down is covered with a perforated
copper lid to prevent the plait from rising above the[56]
surface of the dyebath. This is then brought to the
boil and continued for sufficient time, according to
the nature of the material and colour required, to ensure
perfect penetration and regularity. This time may
vary from even less than twenty minutes to several
hours. When the desired shade is achieved, which
is proved by testing, the plait is lifted carefully from
the dye bath on to a crated topped carrier, similar to a
funeral bier. Formerly on arriving at the drying shed
the plait was put on rods and thoroughly shaken to
cast off as much moisture as possible, and then hung
in the air so that the drying might not be too rapid
and thus render the plait brittle. Now the plan is to
place the plait, when taken from the copper, in a centrifugal
wringer or “hydro-extractor,” which, revolving
at great speed, throws off all free moisture and leaves
the plait almost dry. Placed then in a chamber with
large power-driven fans, the drying process is most
speedily completed.
Before dyeing, for easy handling, all plait is “strung.”
Every piece of plait is received either wound up in
“sticks,” as they are technically termed, or in some
looped formation which allows a fine string to be easily
threaded through and tied in such a manner as to form
a means of either carrying the piece or of hanging it on
a wooden rod. These rods are made of convenient
thicknesses and length to carry the plait in the drying
departments (be it in the room, or in the open air),
when suspended either in the former case on trestles
mounted at suitable distances, or in the latter on lines
fixed to uprights and stretched across the drying area.
Each lot of plait for dyeing carries a numbered wooden
“tally,” the number corresponding with the dye ticket
left in the office or “giving out” room. When dry
by means of these tallies, the plait is collected into its[57]
original lot, and is carefully tied up in suitably sized
bundles. Some plaits receive, when dyed, a “finish”
of a glucose mixture which has two effects, it gives
better gloss to the material and it assists in preventing
the colour coming off during the manufacturing processes.
These mixtures are all of a starchy or farinaceous nature,
in which some substance, say “farina” itself, is dissolved
in water, brought to a boil and rendered crystal in
appearance before being used for the finishing process.
Some plaits are of one colour throughout, but are
made with straws that have been previously dyed.
Generally speaking, especially for straws, the effect is
not so good as where the plait itself is dyed. There are,
of course, one or two exceptions where the fibre used
is very delicately plaitted into some loose design which
would not retain its crispness of outline under the weight
of water in dyeing and the necessary handling. Other
plaits known as “Speckled,” must, from their nature of
mixed colours, be plaitted from dyed straws. Of these
there are coloured and natural, coloured and white,
and mixtures of various colours. The dyeing of straws
follows in the main the dyeing of plait, but the preparation
is somewhat different. The straws, cut into equal
lengths, are tied up in bundles about 5 ins. in diameter,
and are carefully placed in the vat or copper in an upright
position with as little pressure as possible, and
when dyed are dried still in the bundle. At one time
a new dyeing effect on straws was introduced, which
consisted of standing the bundles upright and allowing
strong dye to run through the “pipes.” This, of course,
dyed the interior and some parts of the exterior, which
not touching another straw allowed the dye to do its
work. Water was then passed through the “pipes,”
and the result when dry was a pretty mottled effect.
Another fancy method of dyeing was the production[58]
of “Ombré” colours. This novelty, introduced by
the French dyers, consisted of two or more colours on
the same plait. It was done by means of a fine spraying
machine, which vaporized a powerful dye on to an
already dyed piece of plait of some lighter tint. Messrs.
Lye & Sons brought out a novelty on straw plait,
particularly effective on the Japanese wide patterns,
which produced the same iridescent effect that is
obtained on “shot” silk. This, however, was bath-dyed
and not sprayed. These various bases of double
tones were utilized to their undoing, for it was no
uncommon sight to see manufacturers of the lower
grades of hats endeavouring to produce multicoloured
effects on chip plaits by pouring the prepared dye over
the plait from finely nozzled watering cans! The resultant
crudeness of such arrangements brought a beautiful
thing into disfavour. The shade requirements of to-day
include many colours that are termed “Pastel.” These
are delicate, pale shades, and can be obtained only
by submitting straw plait to a bleaching process previous
to dyeing, but the finished article is a thing of extreme
beauty, not only on the question of colour, but in its
intense purity and softness. A method for dyeing
plaits, which obtained considerable magnitude in Paris,
but has never been a favourite in Great Britain, is that
known as “Cold Dye.” It enjoyed only a small measure
of success on straw, but on chip and hemp braids very
beautiful results have been achieved. In 1877 Mme.
Deuxbouts, of Paris, was dyeing chip plaits in this
manner, which is that used for feathers, and in 1878
at the Exposition Universelle, her exhibit in this direction
was superior to that shown by any other house.
It is now used for dyeing crinoline and those silk plaits
which would be spoiled by heated baths.
Such are the main features of dyeing, past and present,[59]
on the various plaits utilized in hat making, and in this
art, for it is no less, England has shown the way to the
rest of the world. To-day other countries, such as the
United States, Switzerland, Germany, Italy and Japan,
have achieved signal success in dyeing, in fact on some
fibres a few foreign dyers are more successful than those
at home. This is probably due to the careful skill of
the dyer, combined with the more favourable nature
of the water used.
[60]
CHAPTER VII
BLEACHING
The other section of preparatory work for plait is that
of Bleaching. The early efforts in this direction were
of necessity very crude, and it is probable that imitation
of the process used in some other industry, rather than
invention for the particular commodity, provided the
primary steps in straw bleaching. Naturally, the first
thing that would occur to anyone would be to wash
with water, and any grower of cereals, knowing the
bleaching power of the sun, would probably combine
these two elements in the endeavour to produce a better
colour on the corn stalks. Then some attempts would
be made with a cleanser such as soap, still utilizing the
sun’s rays as bleacher after cleaning. As Italy is
probably the home of bleaching operations, it is not
difficult to imagine that, with the sulphur bleaching
effects so easily seen round the Bay of Naples and in
Sicily, it was not long before the fumes of sulphur were
pressed into the service. And crude as these elements
are, although the processes have radically changed,
they remain practically the fundamentals of bleaching
to-day.
About seventy years ago, Mr. Welch, of the firm of
Welch & Sons, of Luton (one of the oldest established
houses in the trade and still in existence), patented a
bleach which was called the “Luton Bleach.” This
consisted of carefully washing the plait with soap and
water in wooden vats; after careful rinsing it was
immersed in a bath of weak oxalic acid and water (some
bleachers subsequently added other chemicals), and[61]
then while wet subjected to the fumes of sulphur in a
hermetically closed wooden chest. Hanging out in
the sunshine to dry, and another sulphur fumigation
before “bunching” (as the tying up of plait
into bundles is termed), completed the operation.
With chip plaits, and fifty or more years ago
these were very fashionable, a similar process was
usual, but the bleaching bath contained, as well
as oxalic acid, kali, tartar, and a good many other
similar ingredients, according to the requirements of
the user. In those days nearly all bleaching was done
by the actual manufacturer of the hats, it was only when
the trade began to move by leaps and bounds that works
entirely for bleaching purposes were established. For
many years these methods of bleaching were the only
ones employed on plaits for hats, and they produced
excellent results on really good coloured straws; but
failed entirely to eliminate any faulty parts, and further,
in order to get the finest colour, two more sulphur
fumigations were necessary; one when the hat was wet
from the gelatine employed to stiffen it, and the other
a dry “steam” (as the fumigation was called) before
putting the finished hats into the cases for dispatch.
This custom of bleaching, in a patriarchal way in
one’s own tent, brought out considerable inventiveness
on the part of go-ahead manufacturers, and it was no
uncommon thing for some fresh development of bleaching,
on one or another plait, to establish the reputation
of a manufacturer, who, until his secret leaked out,
endeavoured to exploit to the full the value of his
superior article. But this kind of bleaching only cleaned
and purified, it did not materially alter the natural
condition of the article bleached. In the first place
manufacturers were not laboratory chemists, and it
was the efforts of the Italians, the producers of the[62]
plait which was supplanting the British product, that
gave birth to a chemical bleach, which for some time was
unrivalled in England. For some years the bleached
Italian Pedal of Messrs. Burgisser & Co., of Florence,
had no superior, and was for a long period renowned for
the purity and beauty of its colour process. But the
secret subsequently leaked out, and bleaching establishments
in this country soon acquired them, and it was
not long before the results obtained here compared
favourably with the Italian. For some years this
bleach, which not only cleansed and purified the straw,
but also changed its actual tone by bringing more into
colour line the straws of darker hue, was accepted by
the world as the best possible; and one may say that,
although later developments have considerably widened
the scope of operations, the results of this period, which
may be called the intermediate cycle of straw bleaching,
were in their way quite equal to any now achieved.
The only drawback to this bleach was that really
inferior coloured plait could not be made serviceable
for white. In the case of chip splints or in the case of
cornstalks, only the best and clearest of either of these
had been used for plaits for bleaching. This necessitated
keeping two stocks of plait, for although the best coloured
plait could be dyed black or other shade if necessary,
the bad coloured straws could not be bleached, and
further, one always had to pay more for the best coloured
goods, which although to some extent this is even now
the case, owing to the great possibilities opened up by
the present bleaching processes, there is not the wide
difference in price there used to be.
But at last competitive chemists discovered that
the quantity of straw plait required for bleaching was
of such magnitude, while the really good bleaching
plait was comparatively so small in quantity, that it[63]
would be worth their while to make researches in the
direction of a bleach for inferior coloured straws.
Between 1885 and 1890 many experiments were made,
with naturally variable results. It must not be overlooked,
that plaits were still required by the trade to
be of a “straw” colour, and the first efforts of the
“new bleacher” were towards this end. But the process
that gave most promise being actually an oxydization
was more in the nature of a dye than a bleach
in one respect, viz., that it apparently changed the
nature of the material, in fact some of the bleachers
to differentiate in the trade between the new process
and the old called the later arrival a “White Dye.”
It was soon found that an extended application of the
process would entirely eliminate the varying tones of
mixed “Punta” and “Pedale” straws and would make
the plait a perfectly dull white like paper, but at the
same time it tended to materially injure the fabric
of the straw. There was naturally no demand for any
such results, the “paper white” could easily be obtained
on “chip” plaits, and the only effect required was to
reduce mottled coloured natural plaits to sufficient
uniformity of good straw white colour. Moreover, the
absolute “deadness” of the white produced took
away all the beautiful lustre of the straw which it was
desirable to retain; and the weakening of the fibre by
the chemical process was entirely inimical to the
subsequent proper sewing and finishing of the hat.
However, a process was found that met all requirements
as far as lustre and strength were concerned.
There was still a tendency to kill the straw colour,
but subsequent investigations have reduced that to a
minimum, and to-day the bleaches on straw plaits
leave nothing to be desired.
As far as chip and Tagal plaits were concerned there[64]
was not the occasion to preserve the natural colours
of the fibre. White chip was always required “paper
white,” and although some of the hemp fibres of Tagal
were of a flaxen colour, most of that exported from
Japan was distinctly on the white side, and, therefore,
from the first, this process of bleaching has been helpful
to all plaits made of these two materials.
Moreover, the modern methods are especially adaptable
for hood hats, inasmuch as the process dispenses
with scrubbing by hand. To Panamas, although
previously the colour had been fairly good, the new
bleach has been a great help, and has enabled Panamas
of fine colour to be universal.
These remarks apply also to the other varieties of
Panamas of which, although the method of making
may be slightly different, the fibre is almost identical;
but when one comes to the Bowen or Curaçoa hoods,
their substitutive use has only been possible because
of the searching effects of the new process. Before
bleaching, these articles are quite unfit to sell for white,
and their natural tint is not one that would command
a fashionable sale. Since being dyed white, the demand
for them has been phenomenal, and for a low priced,
coarse-looking hat of a Panama nature, there is at
present nothing to take their place.
The natural colour of Javas, Brazilians and Bankoks
is such that they are saleable as imported, but although
many are thus used, the great majority of them required
for white are bleached by the new process, and with
very excellently clear results. Javas, being the darkest
of the trio mentioned above, can have their colour
retained to some extent, giving the finished article
almost a perfect straw tint, but Brazilians and Bankoks
assume a whiter tone without any tinge of yellow.
They, therefore, are very similar to Panamas in colour[65]
appearance, but both of them, being made of flat
splints, are lighter in weight.
Yedda, rush, and raffia plaits and hoods are all very
amenable to the bleach, and while the two latter present,
when bleached, little, if any, lustre, the first named
assumes a silky appearance which is most effective.
To sum up, with the modern process, of which there
are several modifications, any kind of fabric used for
straw hats can be successfully bleached into one or the
other tones from straw to paper white, which are regarded
as necessary for the highest grade finish.
[66]
CHAPTER VIII
BLOCKMAKING
A most important part of the industry is that which
actually forms another trade in itself, viz., that of
blockmaking. Every shape requires its individual
block of wood, iron or other material, in order that
repetitions of the shape may be identical in outline and
form. The earliest British “block” was that which
undoubtedly gave the name to its successors. It was
simply a block of wood formed from the trunk of a
suitable sized tree, mounted on legs like a vaulting horse,
and with ends bluntly pointed to the desired form, so
that two operatives could be at work simultaneously.
That primitive method was quite inadequate when
fashion began to ask for shape variations of such a
character as to be impossible to produce on the tree
trunk, and an industry gradually grew up, which has
attained quite large proportions, solely for the making
of wooden and other blocks for the use of the straw
worker. The exact shape having been determined on,
models either of drawings to scale, or of templates of
suitable material, or of the actual hat produced either
by sewing the pattern in some adaptable plait, or by
buckram or sparterie duly shaped, or by forms of wire
bent to make outlines of the design sufficient for the
blockmaker. These are the methods adopted when
some novelty evolves, of which there is no previous
pattern, but the great bulk of models put into the hands
of the blockmaker are the actual hats required, that
have been already made by some one else, but which
the manufacturer desires to copy. As the Patent or[67]
Registration Laws do not afford sufficient protection
to the creator of the shape or design, it will be understood
that the finished hat is most often the model for the
blockmaker.
The blockmaker works in a very similar way to the
“pattern-maker” of the iron and engineering trades,
the main portion of his work being done by the spokeshave.
Bow saws, worked either by hand or machine,
cut out the ovals of the crown and the brim, and subsequent
operations are carried out by means, in a few
cases, of a lathe, but the major part is done by the
spokeshave and chisel or gouge. In many instances
the intricacy of the work carries the industry almost
into the art of wood sculpture, but generally speaking
the models are of a plainer nature. Mention has already
been made of “one piece” and “two piece” hats.
The former may have blocks made “all down,” that is
with the crown fixed to the brim, which will generally
be of a flat or a drooping nature. But the “one piece”
in most models demands both the crown and the curler
blocks, so that although the hats may be of one the
blocks must be of two pieces; this obtains where the brim
has an outline which rolls upwards in some place or
places, from the base of the crown. “Two piece”
blocks are necessary where the trend of fashion demands
that the outline of the crown, especially at the base,
shall be larger than the head entry then fashionable.
For unlike men’s hats, the head entries of women’s
hats vary according to the prevailing style of coiffure,
or the outline which most appeals at the time to the
public demand. Where in a “one piece” hat the top
of the crown is larger than the head entry, the crown
block has to be made in such a manner as to allow the
block to be inserted in the hat for blocking, and to permit
its easy withdrawal when the operation is completed.
[68]
This is attained by making the crown block in two
or more sections, the pieces being held together by means
of grooves and tongues. These are made slightly
angled in every way, the end of the grooves nearest the
top of the crown being smaller than the end at the base,
so that while fitting up very tightly when the tongue
is right home, the slightest movement of the “key”
piece affords an easy dislocation of the whole block.
The majority of these pieced blocks are built up with
five sections including the key piece, which is a tapering
square and occupies the centre, carrying on each side
a tongue which fits into the groove of the corresponding
piece of the outside contour of the block. The top of
the key piece forms the centre of the top of the crown,
and unlike the inner sides and base is made to conform to
the required outline of the shape design. The whole
when properly made affords quite as solid a ground
for working on as a block made from a single piece of
wood. If the hat with a crown needing a pieced block
is in itself a “one piece” hat, it is necessary to make
the brim block in two parts, with a hinge at one cut and
a lock at the other; so that the head entry may, when
the brim is closed, fit closely up to the head line of the
hat, but in all “two piece” hat cases the brim blocks
are made out of one piece. As a rule, the brims are made
from wood sufficiently thick to allow a little over the
width of the brim if there be any depth of roll, or turn
upwards, and where the brim is flat or with a small
roll an extra thickness is allowed to give sufficient
strength to the block and prevent any warping which
might be possible under the use of dry and damp heat.
The brim block has on its underside some “feet”
which, either of wood or metal, raise the working contour
a sufficient height above the wood base to which they
are attached to allow the crown of the hat being blocked[69]
to work freely and to miss the top of the “spindle.”
Every wood block, whether crown or brim, has a square
hole in its base called the “spindle hole” to take the
“spindle.” This is of iron, and has the upper portion
square and tapered to quickly adjust itself to the fit
of the spindle hole; its lower part is circular, so that
it may revolve in the socket made for it in the “spindle”
bracket, an instrument fixed to the blocking bench by
which any part of the block can be adjusted to suit the
ironing needs of the operative.
Wood blocks are made preferably of alder, as that
wood resists best the action of dry and damp heads,
and having a minimum of grain presents the best
medium for cutting into curved or cornered shapes.
Poplar, chestnut and other hard woods are also used,
either of them having some special characteristic
which renders it suitable for various kinds of blocks.
The base of a brim block is frequently made of elm,
but beech and any really hard wood can be utilized.
Machine blocking necessitates the use of metal blocks,
which are cast either in iron, aluminium, or spelter from
moulds made from the wooden blocks, so that if only
machine blocking is intended, it is first necessary to
make the wooden pattern. The various workings of
these blocks will be described in the “Blocking”
chapter. The wood block also affords the model for
taking Plaster of Paris casts. When orders are large
and the wood blocks are required all the time by the
stiffener or blocker, plaster copies are made from it,
so that the sewers may have something definite to work
to. These are made in the usual plaster casting method,
and are only intended for temporary use, their cheapness
and quickness of completion as against the cost of wood
being the reason for their adoption, for they will not
stand the stiffening and blocking processes.
[70]

Fig. 9
“TIPPER”
A subsidiary kind of block, constructed of wood and
metal, is used for such parts of a one-piece hat or bonnet
that cannot be reproduced in wood alone. The “Pork
Pie” turban, in fashion during the '60’s of the nineteenth
century, had a close curl or brim standing only about
half an inch away from the crown. (See
John Leech’s drawings in Punch of that
period.) No wood curler as thin in texture
as the shape required would stand any
prolonged stiffening and blocking, so instruments
called “Tippers” were used for
blocking this style of shape. They had a
wooden spindle that could be put in the
spindle socket, to which a piece of metal,
iron, brass, or zinc was attached. This
was in the form of a widish, short length
scoop, and with it a workman could iron
a close brim in sections. These “tippers”
were made with varying curves, so that any
kind of oval could be reproduced. The
advent of two piece hats, where the
crown is attached to the brim after blocking,
has rendered these instruments nearly useless,
as by this new arrangement the wood
brim for such a shape can be made quite solid.
Blockmaking is one of the most important sections
contributing to the straw trade, for the perfect reproduction
of a model’s outline depends entirely on the accuracy
of finish given to the blocks.
[71]
CHAPTER IX
HAND AND MACHINE SEWING
The next stage in the evolution of a straw hat made
from plait is the sewing together of the material to form
the necessary shape.
The earliest methods were, of course, all by hand.
Perhaps the first was that described in Chapter II,
where the heads of the plait were tucked in one under
the other and rendered secure by the passing of some
fibre inside the loops of the heads, so as to make an almost
invisible joint, as in the case of a “Leghorn” hat.
It may be said in passing that this method was carried
out by the Italian plaitters in the case of chip plaits
made of 9 ends, but without the securing fibre. The
result was that there was enough “hold” given by the
tucked in heads to ensure the edges holding together
sufficiently to form a perfectly flat plate. It was in this
form that chip plaits were first used for the “Granny”
bonnets in vogue a century ago; for when stiffened
with gelatine or glue the joins were sufficiently strong
to enable the brim shape to be produced. The “Flats,”
as they were called, were made all of one diameter,
and it therefore followed that one made out of the finest
plait would contain more rows than one made of a
coarser grade. The exact diameter was determined
by the finest size plait, and of that there would be
100 rows, hence the term “No. 100” represented to the
trade the narrowest plait. The qualities down to the
coarse ones were graded in 5’s, thus the next coarse size
was “No. 95,” and so on, down even to “No. 65,”
of which being very coarse only 65 rows were necessary[72]
to make the “flat.” To use for working, where dyeing
was required, the flat was “stripped” by taking the
outside end and gently pulling the flat, the centre of
which was pivoted round and round until the whole
was undone. This in no way deteriorated the plait,
but it was soon found that to wind the plait into neat
pieces saved considerable trouble for marketing and
subsequent use. This, however, is only a digression
recording a method of joining plait in spiral rows,
of which head wear was made, which after all is the
plan on which all sewing is based. The British sewers,
with only a very few exceptions, have always joined
plaits together by means of an overlap, that is, the head
of one row covering the foot of another, thus, the needle
passing through the plait just under the head, to make
the stitch as little visible as possible, and through the
foot close to the edge, so as to lay the plait as thinly
as firm sewing would permit. The effect when sewn
was of a tiny, practically invisible stitch on the surface
of the plait and a continuous stitch on the under side,
the stitches being about half an inch apart. (See
opposite page.)
Fig. 10
SECTION OF 4 ROWS OF PLAIT
This backstitching formed a perfect “lock,” and,
although for the purpose of explanation the five right[73]
hand stitches are shown in a graduated loose state, in
actual working each one was tightened at its completion
before commencing the next. This method was common
to the sewing of all plaits, the coarser, harsher varieties
necessitating the use of the coarsest thread. For some
plaits such as fine “split,” to be used for “compo”
finish, and horsehair crinoline a “running” stitch
was sometimes used in the early times, but it has been
discontinued except for broad silk or fancy plaits.

Fig. 11
As some of the plaits were only about 1⁄8th of an inch
in width, it will readily be seen how deft and skilled
an operative must have been, to ensure the perfect
spirals and equidistant rows that were the mark of the
best handsewn bonnets and hats. The nature of the
stitch made by any of the machines used for hat making
with straw plait is necessarily entirely different to that
of the hand, although the one made by the “Légat”
machine followed the handstitch very closely. It consisted
of two strands of cotton forming a tiny, almost
invisible stitch on the surface of the plait and one strand
only underneath, the length of each completed stitch
being about half an inch. It was made by a descending
shaft carrying a hooked needle, and the peculiar result
was achieved by very intricate and delicate machinery
in a circular box facing the operator. The delicacy
of the parts was so great and the machine being less
rapid than the “Willcox Visible Stitch,” or the first[74]
“Wiseman Hand Stitch,” it was soon eclipsed by its
competitors.
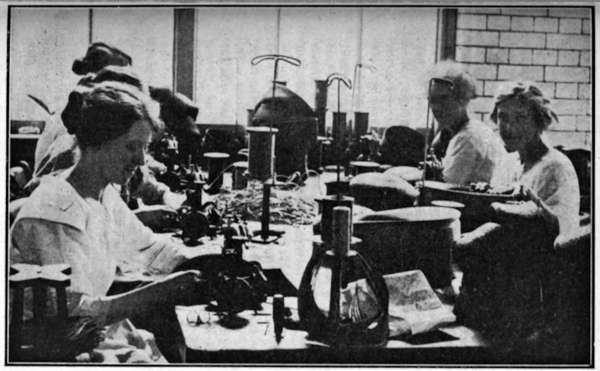
Fig. 12
SEWING STRAW PLAIT INTO HATS BY MACHINE
The “Willcox Visible Stitch” was produced first
on what was afterwards known in the trade as the
“10-Guinea” machine. This was simply the domestic
chain stitch machine, from which the table or platform
around the needle had been taken away, in order to
allow free working of any part of the hat. In a short
time this machine underwent a great change for the
straw hat purpose. Luton mechanics set themselves
to work, and appliances were affixed one of which rendered
the ingress of the plait more easy; another
allowed for a minute and standardized gauging of the
necessary widths for the proper row-laying of the plait,
still further another made it possible to alter the actual
length of the stitch, and at last the model known throughout
the trade as the “17-Guinea” was universally
adopted as the best type of visible stitch machine for
plait sewing. The “stitch” consists of one strand of
cotton on the surface of the plait and two strands
underneath, and from its chain-like nature can be
easily undone if required. This has been closely copied
by other machine makers, the one produced in Germany
known as the “Dresdensia” being almost an exact copy
of the “17-Guinea.” Both these machines vie with
each other in the favour of manufacturers, best work
being possible from either. The other model having
survived the tests of time and the necessities of the
industry is the “Wiseman Box” Hand Stitch Machine.
This derives its name from the inventor, and from the
box-like case, with even a lifting lid, that is its great
characteristic. Mr. Wiseman in this machine, as in
his first model, which was not box enclosed, makes use
both of the threaded needle similar to the “Willcox,”
and of the unthreaded hook-like needle peculiar to the[76]
“Legat.” But contrary to the downward action of
the others, the “Wiseman” needles make an upward
thrust. They stand at about 1⁄16 of an inch apart, the
one with the eye (which, as in all machines, is at the
pointed end) carrying the cotton, and being placed in
the same needle bar move simultaneously. The upward
thrust when working sends the pair of them through
the two overlapping strands of plait which are kept at
the proper place by special “guides.” When they
emerge on the surface of the plait, a little finger, called
the “looper,” takes one strand of the loop of cotton
from the needle, brings it across the intervening space
where it is caught in the hooked needle and released
from the looper. Then both descend, and the result
of this trio of movements is a stitch of the width that
exists between the needles, consisting of two strands
of cotton. The feeds then move the plait forward about
half an inch, and the operation is completed. The under
stitch consists of three strands, but as the cotton used
in this and all other straw machines is of the finest
grades, say from “80” to “100” for the best work,
the stitch is hardly seen, and the weight is not sufficient
to be detrimental.
The centre of the top of the crown, called in trade
parlance the “Button,” is produced by taking an
extreme end between the thumb and forefinger of the
right hand, the left holding the length part of the plait.
The right hand makes a sharp turn of the portion held
and with a slight cupping motion, such as would be
used by a grocer making a conical paper bag, permits
the plait in the left hand to come under the cupped
portion, through the lapping of which the first stitches
are made. The spirals of the “button” are extremely
small, and the beauty of this part is enhanced by the
gradual and regular increase of the size of them. This[77]
operation produces a spiral going from right to left,
as in Fig. 13, and is always the method adopted by
hand sewers; it was in this way that all the bonnets and
hats were commenced prior to the adoption of machinery
for sewing plait.

Fig. 13
The button finished, recourse is then made to the
“block” or shape of the crown to be produced, for the
subsequent sewing depends on its contour. If this is
circular the continual working around the button until
the desired diameter is reached, will achieve the required
result; but if the shape is oblong (as they frequently
are, the trade name for which is “oval”), it is necessary
for the sewing to follow a slightly crowded
course at the narrow width, and a slightly
extended course at the length, for it is a
desideratum that the edge of the top should
synchronize exactly with the “turn down
row” as it is called, so that with the first
row sewn down the side of the crown,
a clean cut and square edge will be produced. This
done, sewing continues, always to the “block”
contours, until sufficient depth is reached, and this
finishes the crown where the base is at equal distance
all round from the edge of the top. In some
cases, however, it is necessary in order to produce
the actual outline of the model, to add in one place
or another at the bottom of the crown short extra rows
of “gores” or “slopes” (the local terms) which will
increase the depth of the crown at the place required;
in some bonnets many extra rows are necessary to give
just the fit to any arch there may be in the head line of
the brim. In early times the bottom of the crown was
always the same size in circumference as the head
entry of the brim, and in that case the brim was commenced
by sewing the first row of it to the last row of[78]
the crown. In some styles that still obtains, and the
hats thus made are designated “one piece.” Modern
models, however, often have the base of the crown
much larger than the necessary head entry. In those
cases the crown and the brim are made separate, and
are called “two piece” hats when finished, the head fit
being provided by the brim alone. In such cases the
brim is commenced by sewing to a band of some cheap
material sufficiently stiff, made to the necessary head
size.
Many shapes have brims which are of equal width
all round. It is then only necessary to sew directly off
the last row of the crown, and, conforming to the style,
continue the sewing in the spiral manner. Where a
brim is flat it is most important that it should be started
at a proper angle to the side of the crown, for that may
or may not be exactly upright. There are crowns,
such as boaters for men, of which the sides are exactly
at an angle of 90° to the brim, there are others of which
the top is smaller than the head fit, of which the sides
taper, making an obtuse angle to the brim line; and
still further there are others, where the top is larger
than the head, where the angle is sharpened. So that
in order to make the brim perfectly flat due regard must
be made to the side crown incidence, and in process of
making great care has to be taken so as not to impart
either fullness, which would cause undulations, or
tightness, which would make the brim either to turn up
like a saucer, or to turn down like a mushroom. Of
course, there are hats with brims of equal width all round
that are designed to do one or the other of these things,
and in that case the operative gives the necessary fullness
or tightness either all round or in part as the shape may
require. But the majority of fashionable models have
brims of unequal widths; thus the front may be wider[79]
or narrower than the sides or back; or the back may be
of the narrowest width; or the sides may be wider than
either front or back, or each cardinal point of the brim
compass may be of different dimensions. In either
of these cases the proper result can only be obtained by
one of three ways: 1st, by the insertions of the proper
width and length of gores at the part nearest to the
crown and opposite, but in relation to, the edge of the
widest part or parts of the brim; 2nd, by starting the
brim at the crown line as if for an equal width, and putting
the gores at the edge of the brim at the place where the
extra width is required; 3rd, by sewing the brim as an
all round one and then cutting the edge to the required
shape.
The first method is that always followed where a
circular or extra oval edge of the brim is necessary,
the gores counteracting the inequality of width will
leave the circumference with a clean, true sweep. The
second method is only adopted where the brim outline
forms some abnormality, which it would be impossible
to achieve by sewing the gores to the crown, and where
this is done each end of the plait used is carefully
crowded towards the part where it is joined to the brim
and laid down in such a manner as to preserve as far
as possible the original curves of the rows of plait nearest
to the crown. The third method is employed where
the abnormal outline of the edge of the brim is of a too
acute nature to allow even of gores being worked, and
every season brings up one or more models that require
this kind of treatment. The brim is sewn, taking no
notice of the inequalities, to the width of the widest part
(providing always that the head line gores must be
inserted where practicable); either before or after
stiffening or blocking, as the case may demand, the edge
is cut with scissors to a template of the shape, and is[80]
then bound with a row of the plait sewn all over those
parts which have been cut across the rows, so that any
possibility of fraying is averted. In the above cases,
which are all of more or less curved lines, a row of plait
is always sewn on the last row, making a double thickness.
This is for two purposes, to create an extra strength,
and to permit the attachment thereto of any wire or
fabric desired, without stitching through the brim proper.
But there have been brims of which the outside edge had
a portion or portions that were quite sharply defined
angles. These are now done by the third method
outlined above, but in the old hand sewing days, where
the operatives’ fingers, instead of a machine, had to do
the work, the angle was achieved by a process known
as “nipping.” This consisted of starting the angular
portion with a piece of plait turned abruptly, even to
the extent of making the foot of the turned portion lap
over the foot of the foundation. This was sometimes
done in working a very oblong top of a crown, but then
the two ends of the accentuated oval were turned in as
circular a form as possible, similar to part of the formation
of a “button,” but in the “nipping” case the
turning point was quite sharp, needing a small tuck of
the plait to be sewn underneath to get the required
acuteness; the following rows were treated in the same
manner until the desired width was obtained. By
this means any angular projection of the brim can be
obtained, but it is only possible in hand sewing. Before
the advent of machinery any such process as No. 3,
cutting the brim and binding, was never utilized in
the manufacture of best class goods, except for those
bonnets which, largely in vogue at one time, had very
deep ears with round ends, and even in these cases
wherever possible the method No. 2 was adopted.
But when machinery became the prime factor in the[81]
sewing of plaits other methods were necessarily taken
up, for the capability of the machine was not always
equalled by the capability of the operator, and vice versa;
therefore, the best means common to the skill of the
greatest number became the general rule. It is possible
that, with the delicate adjustments which can be
obtained on either of the two styles of machines in use
in the trade, the last of the four methods could be
sufficiently well done, but only a very small percentage
of operatives would be deft enough to achieve a good
result, and even in the cases of the first and second
methods where gores are worked on the inside or outside
edges of the brim, the final crowding and
laying down is invariably done by hand
sewing. The button also is another part
that the hat sewer by machine still
makes by hand. In the machine finished
hats this part is turned in the same manner,
but in the opposite direction, thus the hand
sewn hat spirals run from right to left, whereas the
machine made article rims from left to right, taking the
same orbit as that of the sun. (See Fig. 14.)

Fig. 14
As already mentioned, one of the earliest machines
made for plait sewing commenced the hat operations at
the edge of the brim, but this was a solitary instance,
all others started at the “button” and the two generic
machines now in vogue, the visible and the invisible
stitch, follow, with the exception of the direction, the
method of hand sewing.
In order that a machinist of straw plait should be
capable of producing the highest grade work, a thorough
tuition of hand sewing is most helpful, and this was well
demonstrated when machines were first used. The early
appliances or attachments to the machines were of quite
a primitive nature, in fact, they were only those in use[82]
for domestic sewing, and the subsequent machines
made especially for straw work, did not develop the
niceties which now are part of the construction of the
up-to-date machine, and yet, in spite of these drawbacks,
the machine work done by the erstwhile hand-sewers
has never been surpassed, although by aid of the
possibilities of adjustment and the advent of mechanical
power the present speed capacity has been at least
doubled.

Fig. 15
SECTION OF ROLLERS, SHOWING ONE FLAT SECTION FOR
HEADLESS PLAITS, AND SIX WITH GROOVED RECESSES FOR
RECEIVING THE HEADS IN THE VARIOUS SIZES NECESSARY
FOR DIFFERENT WIDTHS OF PLAIT
A process common to both hand and machine sewing
is the “milling” of plait before using. This obtains
mainly, if not wholly, on plaits made of straw. In hand
sewing times it was an absolute necessity, as it imparted
a requisite pliability to the somewhat harsh fibres,
and permitted their easier adjustment in sewing to the
requirements of the shape. It also, on those plaits
which had “heads,” accentuated the difference between
the head and the foot, giving a greater boldness of effect.
The mills used for this purpose were made with beech
wood frames and with boxwood rollers. Generally
these rollers were designed and cut to take all widths
of plait, and the “trolls,” as the individual grooves
were designated, were made with a double recess, the
smaller one of which permitted the head of the plait[83]
to escape the pressure exerted on the foot. (See
Fig. 15.)
When the extra demand for machine made hats arose
it was found that the harsher plaits of China were too
wearing on the wooden rollers, and mills made of iron
were produced, but on the same active principles as
shown above. To-day the majority of plaits used in
the trade are not milled, only the coarser and harder
straw varieties being occasionally done. All Tagal and
soft pedal plaits can be machined without milling,
owing to the pressure mechanism which is now part of
all the plait sewing machines.
[84]
CHAPTER X
STIFFENING
The general description of the actual sewing of a straw
hat, whether by hand or machine, must be followed by
the statement that when sewn the hat is invariably in
a limp condition, that is it is quite unfit for general wear.
There are some few plaits, when made into hats, so firm
in their consistency as to require little or even no assistance
to keep them in shape. These shapes are mainly
of the “floppy” order, and are designed either to wear
as “picture” hats or to be manipulated in such a
manner as to make a “toque” effect. From the earliest
period of making hats for fashionable wear, and that
certainly is not more than two centuries ago, some
process was necessary to keep the hat, whether woven
or sewn, in the required shape. The first methods
were by the insertion of a kind of wicker foundation,
which allowed the shape to be moulded to it; and by
similar materials threaded through the rows of the plait,
or being attached thereto by sewing; also by fine wires
which were utilized in the same way as the wicker.
Whalebone was also used as a support, and in the
construction of the huge hats common during the
Georgian period, cardboard and buckram were used. But
all these articles, effective though they might have been,
were of such great weight that means were sought to
find a medium that would give the desired result without
increasing the weight. One must remember that with
the use of whole straws a hat of large size would be very
heavy without the addition of wicker, wire, or buckram,
and when, during the craze for French fashions which[85]
followed the signing of the Treaty of Amiens, smaller
hats came into vogue, such strengtheners made the hats
look clumsy and distorted. The genius, whether
Briton or foreigner, who discovered the use of glue or
gelatine for the stiffening of straw hats, is unknown,
although it is very probable he or she was French.
(When the writer was apprenticed to a firm of hat makers
in Paris in 1877, he was given to understand that the
first gelatine process for hats was used in Paris. If the
name of the inventor was given, he has entirely forgotten
it, but to the best of his recollection no name was
mentioned.) But other materials such as starch and
isinglass had been tried, but none found entirely satisfactory
until the use of glue was adopted. Gelatine
is a fine variety of glue, and was developed first by the
French glue makers; among the foremost of whom
were Coignet Frères, of Lyons, founded in 1818. The
manufacture of gelatine is now almost universal, but
Messrs. Coignet still retain a very high credit for their
wares. It is quite probable that either some glue used
for joinery or gelatine bought for cookery purposes
was first tried on straw hats by the inventor, and
doubtless with such success that it was speedily taken
up by all straw workers, and to-day no other medium
is used for the stiffening of actual straws.
That used for the purpose is specially made, and is
in varying qualities of strength and colour. For white
goods gelatine of the purest colour is necessary, while
for black or dark colours, a gelatine of dark biscuit tint
is generally used, as its price is materially less than that
of the better colour. The main requirements in a
gelatine are 1st, colour; 2nd, no tendency when being
used to froth; 3rd, when dry an elastic and firm result.
The second condition is probably the most necessary,
as although gelatine is capable of being reduced with[86]
water to such a degree of fluidity, that it affords the
best medium for penetrating the straw and giving it
the required strength, if the quality is not good the
mixture when used will froth like soapy water, and thus
have a tendency to leave a snaily appearance on the
hat.
The method of preparation for “stiffening,” as the
process is termed in the trade, is by soaking the gelatine
in cold water for a sufficient term to enable it to become
quite soft and flaccid, and afterwards with heat to melt
it down in its softening bath. The weight of gelatine
and quantity of water vary according to different
formulae for the “stock” mixture, and “stiffenings”
of lesser strength are made by the addition of water to
a certain quantity of the “stock.” In almost any hat
for ladies, the crown is stiffened with a weaker solution
than the brim, and therefore two strengths are generally
provided for this purpose. Two methods are adopted
by the workers for stiffening straw hats, “sponging”
and “rolling.” The former consists, when the hat is
on the wooden block, of sponging the hot gelatine on
to the straw with a “dabbing” motion, and when the
plait is thoroughly saturated, using a warm, nearly dry
sponge to clear all surplus from the surface. The latter
method is effected by rapidly dipping or “rolling” one
or more hats into the gelatine bath, and then allowing
them to drain, afterwards placing them singly on the
block and sponging out the superfluity of gelatine.
The first way is generally used for the highest class work,
as when well done there is less tendency for the dried
hat to crackle and a decided inclination towards a resilient
finish. But the second plan is very successful on some
materials, and being much quicker to effect is generally
practised among manufacturers handling large quantities.
It has one advantage, it can be done by less skilled or[87]
careful operatives than the “sponging,” which needs
careful attention.
The straw boater for men during its stiffening is often
soaked in the “stiffening” bath for an appreciable time
in order that the gelatine may thoroughly soak into all
the fibres of the plait; but that also, when it emerges,
is sponged over to remove excess.
The general plan of stiffening a single piece hat
(ladies’ hat) with gelatine is for the operator to place the
crown of the hat correctly on the wooden block. The
sponge having been dipped into the proper bath, the
crown is evenly and thoroughly saturated with the
gelatine. It is then “dry sponged” to clear the surface,
and the operator carefully arranges the rows to synchronize
with the edges of the block and with each other.
Withdrawing the crown block, the hat is next put on
the brim block, and the sponging and arranging operations
are repeated, but in the case of a wide brim the
“stiffening” used is from a stronger solution bath.
Before the sewer hands over the hat to the “stiffener,”
the hat has to be “strung,” i.e. a fine thread is so attached
to it as to afford a convenient means of hanging the hat
up to dry, and when the stiffener has finished his operation
he suspends the hat on a wooden rod, which is
placed near him in a convenient position. These rods
are from 3 ft. to 4 ft. long, according to individual
needs, and about 1 in. square: on the longer ones from
four to six hats can be hung, and when full the rod is
placed in a suitable rack with covering overhead, but
in a position freely open to the air.
The best results are obtained from natural air drying,
whether by wind or by a mechanically arranged draught
from a centrifugal fan, but in cases of time pressure,
where goods are wanted quickly, recourse is made to a
drying room, which warmed either by fire or by steam[88]
heated coils is able to ensure a dry heat, by which the
moisture in the hats is soon evaporated and the gelatine
allowed to set. This plan is only useful in extremity,
for in the early stages while the moisture in the hats
is at its greatest volume, the gelatine has a tendency
to run towards the lowest hanging portions of the hat,
with the result of uneven strengths; and further,
when the moisture is driven off, the gelatine retained
is rendered more or less brittle, losing entirely the
much desired toughness and resiliency. Another point
against drying by heat is that it requires a stronger,
and therefore more costly, solution of gelatine to be
used, in order to counteract the wastage caused by
running and the weakness consequent on the dried up
gelatine.
The above methods are those in use for all straw,
tagal or hemp, and for all chip plaits. It is also used
for real horsehair crinoline, but the imitations of this
article being of viscose, cellulose, or similar foundation
fibres, require special mixtures of gelatine with some
acid, such as acetic, to harden the fibre and prevent
it shrinking or dissolving, and with some volatile fluid
such as methylated spirit, to encourage the rapid
evaporation of the stiffening and thus reduce to a
minimum the deteriorating effects of a liquid of any kind
on the artificial fibres.
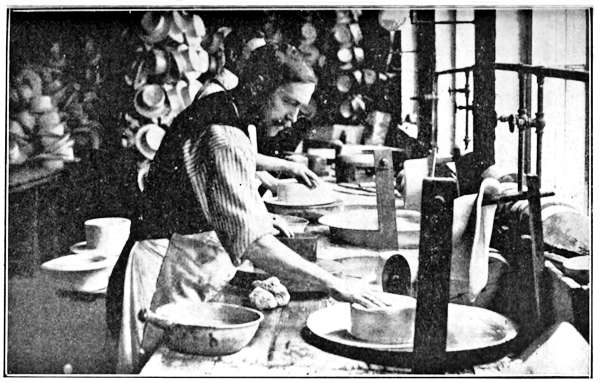
Fig. 16
STIFFENING STRAW HATS
Another method of stiffening these susceptible plaits
is by some mixture of a resinous nature, preferably that
of shellac dissolved in spirit. This method has, of
course, several variations which are jealously guarded
by the inventors, but the foundation of all of them is
on the above lines. In these cases the “stiffening”
or really “proofing” (for it is, of course, waterproof)
is applied with a brush and care has to be used not to
clog the interstices of the fabric. There are many[90]
disadvantages to the use of this medium, and its use
is not general.
Cotton fibre plaits are generally stiffened with a
gelatine solution similar to the viscose method, but
another process was evolved for black cotton hats,
by which a resinous solution after application was
burned off in a blocking machine, combining at the one
time the dual processes of stiffening and blocking.
This, however, can only be taken advantage of when
the particular variety of machine, with spelter male and
female blocks, was available. (This will be described
under the head of Blocking.)
These, in the main, are the “stiffening” methods in
use in the straw hat trade as it is to-day, when the
materials used for hats are prepared to their final
appearance stage before being sewn, but in the early
days of the trade when the finished plait was quite crude
as compared with that of this century, some methods
were utilized during stiffening to alter or improve
the colour of the hat or bonnet. The earliest attempt
in this direction was the production of a white colour
on straw. It has been shown in previous chapters that
the early bleachings simply improved the natural
colour of the straw, and did not remove its yellow tinting.
But it was found possible during the stiffening to carry
the improvement a stage further. This was done by
the mixture of some acid, such as oxalic, sorrel and
other similar chemicals, in the gelatine bath. These
had a dual effect, they kept the gelatine from returning
gradually to its pristine browny-yellow tint, and when
the hat was stiffened the chemically treated “stiffening”
was more easily affected in the bleaching by the fabrics
of sulphur. (Incidentally one may remark that the
addition of a similar chemical action to that produced
by the above-mentioned acids, will materially improve[91]
the colour of even the darkest tinted gelatine.) But
even under all these improvements, plait could not be
made as white as fashion demanded sixty or seventy
years ago. Attempts were made to produce the required
article by making plait similar to “twist” or “Luton”
with the straws plaitted inside out, that is the two
splints used for each straw were laid with the outsides
of the straws together, leaving the inside of the straw,
or “rice,” which is much paler in colour, on the outside
of the plait. This, when bleached, was materially
whiter than that with the silicate outside, but it did
not come up to the required standard. A method
was introduced called “Enamelling” or “Compoing,”
which consisted of a paste made of starch,
or isinglass, or gelatine, mixed with various white
powders, making when ready for use a thickish whitewash.
This provided both stiffening and colouring to
the hat.
But this in itself was an additional weight, and as all
plaits with heads made the proper distribution of the
enamel very difficult, some smoother and lighter medium
had to be found. “7 ends Split” was the chosen plait,
and for several years enamelled split bonnets were a
most fashionable feature. The modus operandi was to
spread the “enamel” or “compo” over the outside
surface of the bonnet or hat, in a perfectly even manner,
so that when dry it presented the appearance of being
evenly whitewashed. The final touch was given by
ironing the hat very carefully on the block, with a bare
iron not too hot; this imparted a slight glaze, which, if
unscorched, was really very fine. Various other media
have been used at different times for stiffening straw
hats, such as dextrine and other farinaceous products,
and resinous and other gums, soluble in spirit or in water.
Machines have been utilized for stiffening, but the little[92]
advantages therefrom were so overweighted by the
disadvantages, that they have never obtained any
popular support and to-day it is probably not too much
to say that every straw hat is stiffened actually by
hand.
[93]
CHAPTER XI
BLOCKING BY HAND
The process of “Blocking,” as the next operation in
the making of a straw hat is termed, consists of some
method, either by hand or machinery, to place the
somewhat uncouth looking article, exhibited by the
dried stiffened hat, into its ultimate form.
Naturally, the thoroughly softened shape, saturated
with hot gelatine and hung to the rod by a thread,
assumes during drying an appearance totally at variance
with the proper shape, and in order to achieve the correct
outline some means has to be employed that will at
the same time render the gelatine amenable and also
fix the contours. Ever since hats have been made,
whether in the oldest woven form, or in the more recent
plait sewn way, this process has been a necessity. In
fact the smoothing for wear of the finished hat is a process
considerably older than that of giving some extra
firmness. In the account of the making of the Panama
mention has been made of the use of wooden mallets to
obliterate the ridges caused by the “setts” and to give
a general outline of conformity to the hood, and even
so in the case of British made hats, even before the
stiffening methods of wicker, wire or buckram, hats were
given a smoothening finish by means of some similar
instrument. It is probable that in the earlier times
wooden tools were used here, but of these there are no
records clearly indicating their nature. The earliest
instrument used in the trade of which there are existing
examples were termed “Slicken Stones.” Of these
there are two fine specimens in the Luton Free Library,
and they are of different sizes, one about 4 ins. diameter[94]
and one about 6 ins. They are circular, but flattened
with a rounded bevel edge something like the shape of
a muffin, but with very smooth surfaces. Their mission
was to remove all inequalities from the hat after weaving
or sewing, contributing at the same time a smoothness
which could not be obtained from wood. They were
probably used from the earliest hat making times, and
certainly played a part in the smoothing of hats made
on wicker. Whether they were needed for the wire
foundationed shapes is uncertain, as this medium was
so easily adjusted by the fingers, but they undoubtedly
were extensively employed in the shaping of the buckram
supports, as this article, slightly damp, could be easily
moulded. They were used cold, and the probability is
that in the wicker and the buckram methods, a slight
steaming over boiling water, immediately followed by
the application and use of these cold “Slicken” stones,
would result in the possibility of shaping and at the
same time “setting” the material. About the commencement
of the nineteenth century they were in
common use around the South Bedfordshire hat making
centres, and there is no doubt they were successful
in their operations on hats both woven and sewn that
were sufficiently firm in their straw nature. From
what can be gleaned they were still in use when the first
gelatine was used, but as the necessary steaming or
softening of the hat was another process, the old established
method was soon superseded by the use of irons,
for it was found that with a damp cloth over the hat,
the iron at one time could produce its own steam and
soften the stiffened material, and also make the hat
conform to the shape of the block. At the time of
the gelatine introduction, shapes were all of variations
of the “Poke,” “Coalscuttle,” or “Granny” bonnet
styles, and the smoothing or ironing of them was done[95]
on a “block,”[1] something the shape of a vaulting horse,
and nearly as large, for it had legs long enough to make
it sufficiently high to work at without stooping. The
ends were made to take the crown, or rather the portion
which hung at the back of the head or nape of the neck
of the wearer, into which was set the voluminous “poke”
or side brims of the “petasus” or coalscuttle type that
completely obliterated the side views of the wearer’s
face. The poke could be blocked on any part of the
“horse” except the ends, and its curves and outlines
varied as occasion might require. On the introduction of
irons and the use of a damp cloth, known in the trade as
a “strainer,” the wooden horse was the only apparatus
for blocking until the advent of other shapes necessitated
further and more complicated outlines. When the
“iron” in present use first made its appearance in the
trade it has been impossible to find out. It is what is
now universally known as a “box iron,” consisting of
a wedge shaped shell of metal with flat top and bottom,
but with curved sides, into which a red hot “pad,”
or block of iron to fit the interior, could be put to impart
to the “box” the necessary heat. That this style
of iron was known long before the beginning of the
nineteenth century is certain. Quaint forms for ironing
the Elizabethan ruffs embodying the hot pad principle
are still in existence, but the early nineteenth century
accounts of the instruments used in the straw trade are
something like the History of England between A.D. 500
and A.D. 800, extremely hazy! Therefore, it is impossible
to fix the exact date of its introduction to the trade;
one may conjecture that, like “Topsy” in Uncle Tom’s
Cabin, “it growed.” Its trade birth was probably
accidental, but its existence has been phenomenal in
duration, for although machinery for blocking is now[96]
doing a lot of work formerly done by hand, still in most
factories hand ironing occupies a very prominent place,
and even where hats are blocked by machine in many
cases they need roughly shaping first by hand. Hand
blocking is done in the following manner: the hat to be
ironed is first put through some process to make the
hardness of the gelatine sufficiently soft to fit the blocks.
In the early days of the trade this was always done by
lightly passing the hot iron over a damp cloth in which
the hat was enveloped, thus producing enough steam
to render the hat pliable, the crown was then carefully
adjusted on the block, special attention being given to
the spacing and direction of the rows of plait.
About 1880 straw hat manufacturers, having also
started the making of felt hats, for which a small steam
jet in an enclosed box or vessel was necessary, found
that this same “steam pot” (trade term) provided an
easy means of softening the hat, for placing on the
wooden block, and since that time the old method of
softening has practically died out, with the exception
of such plaits as would be injured by steam action.
When the crown of the hat is in proper position on the
block, it is covered with the “strainer.” This should
be in a well wrung-out damp condition, and is held
in its place by the left hand of the “blocker,” the
ironing operative. With the box iron in his right hand,
he evenly and with a slightly circular motion, keeping
the iron on the hat, presses out any inequalities that may
be left, but with such discretion as not to injure the
design of the plait. This process continues until the
“strainer” is dry, which indicates that all superfluous
moisture is evaporated and that the material will stay
permanently in the required form. Some plaits with
prominent heads or fancy embellishments require two
or more “strainers” or even a thickness of flannel[98]
between the iron and the hat to prevent bruising, but
plaits such as these are generally “blocked” by being
“steamed” (trade term), that is the shaping on the
block is entirely done by the hand of the operator after
the material has been softened in the “steampot.”
When hats are, as they always were till about 1885,
of “one piece” make, the crown having been finished,
is taken off the wooden block and placed head downward
in the “curler” or “brimmer” of wood. Either
name sufficiently designates its form and use, and the
“one piece” hat is carefully adjusted in the head entry,
due regard being made to the contour of the base of the
crown, and the arrangement of the first gores of the brim,
so as to ensure a perfectly clean line of junction between
the crown and the brim. The brim is then adjusted
to the exact outline of the edge, and when true is
“blocked” in a similar way to the crown. The two
piece hats are done in the same way with, of course, the
exception that the crown and the brim are blocked apart.
It is, of course, obvious that only quite a small portion
of some parts of the hats can be ironed at a time, the
surface of the iron can only, at most, impinge on that
amount which is parallel, and, therefore, the blocking
of a crown with rounding top, bevelled edges and perhaps
almost “O. G.” sides, is an operation needing considerable
skill, for no lines must show, nor must there
be any bruise marks, and yet at the same time there must
be enough pressure to cause the material to assume and
retain the required shape.
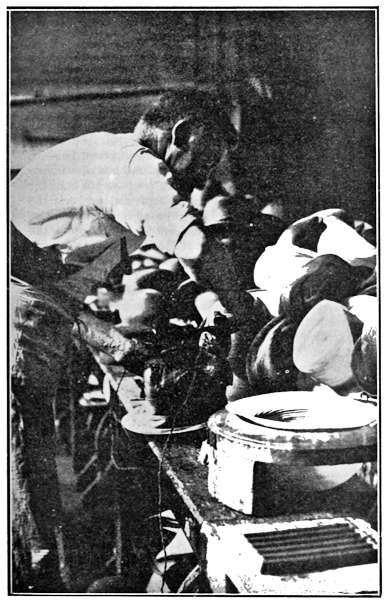
Fig. 17
HAND BLOCKING
With Iron Heated by Electricity
The irons are made with various kinds of faces,
some are perfectly flat, others with convex sweeps
or curves, these are called “grecian” irons, and are
intended to be used in recessed curves of crown or brim,
which curves are known as “grecians,” but the skilful
operative can adapt the curved sides of a flat-faced[99]
box iron to most of the concave places, so that except
for extreme undulations, no recourse to the curved
faced iron is necessary. There are many modifications
of these general rules and methods, and it may be
necessary in certain cases, such as the ironing of braids
stiffened with media other than gelatine or water soluble
materials, to employ other methods, but they are generally
peculiar to the plait used and of a purely ephemeral
nature. In some factories box irons are used, heated
by patent fuel, others are warmed by gas and electricity,
but the general convenience of the fire-heated pad causes
the old fashioned iron to retain an almost universal
supremacy. In work it is just as convenient as any
other, and in cost it must of necessity be lower, for every
factory must have fire for steam production and general
warmth, and the coke burning furnaces in use in the
smaller factories are usually constructed to achieve
these two objects, and at the same time heat the blocker’s
pads. In the larger establishments steam for heating
and working is generally raised in separate adequately
large boilers, with a specially constructed and economical
furnace for pad heating. This is made with a shallow
bed, a broad iron lip, on which pads can be changed,
and a guillotine-like construction in front, with a
“blower” which can be made to rise or fall, as occasion
may demand for the regulation of the draught.
[100]
CHAPTER XII
BLOCKING BY MACHINE
The blocking of hats by machinery is a process much
more recent in operation than hand work, and although
its origin is more or less inside the possibility of a living
man’s memory, so confused are the data connected
with it that little or no reliability can be placed on the
greater number of the traditions. One thing alone
stands out clearly as a definite indication of first use,
and that is the certain seniority of the pressing of
Leghorn hats. It is almost self-evident that neither
machinery or blocks to stand machine pressures would
be made for the manufacture of unlikely or transient
materials and shapes, and while the fashion of “Granny”
bonnets, etc., was constant for nearly half a century,
the details of their shapes offered too many difficulties
to the would-be maker of a machine to press them, to
induce any great inventive effort on his part. It needed
something simple in outline, and something that could
be done in large and recurring quantities, to give to the
inventor the necessary impetus to produce a machine
to impart to the hats their final finish. And 100 years
ago there was nothing in the straw market, used either
for hats or bonnets, that fulfilled the above conditions
except the Leghorn hat. The making of this has been
described in a former chapter. The early methods,
either by wood mallet or slickenstone did not adequately
fill the requirements; hand ironing was nearly as tedious
and was rather dangerous, as the Tuscan straw of the
Leghorns was so easily scorched, and as the demand
increased the desire for a more expeditious, safe and[101]
uniform method of pressing grew with it. The earliest
information, given with some reserve, is that an iron
pan or dish was made, moulded to the shape of the hat,
and that this was fixed over a metal cauldron in which
water was kept at the boil, or was warmed direct by
charcoal fires. These heated the pan sufficiently for
the purpose; in fact, to-day, with all the improvements,
and they are legion, steam heating in this manner to
blocking machines is still general. The hat was damped
and laid properly in the pan to its shape, and was
pressed on the inside by a convenient tool of hard wood
or stone, either of which was sufficient to squeeze the
wet-softened straw into the crevices attendant on the
edge of the crown and the corner made by the junction
of the crown and the brim, and to impart the necessary
shape to all sections of the hat. The next move towards
the present models, was to have the pan as above, with
a wooden, or sometimes iron, block which would, when
the hat was laid in position, fit into it in such a manner
as to convey an equal impingement on all parts. This
was adjusted by means of an over working screw, by which
some large pressures could be given. But these simple
methods had great disadvantages; it was impossible
to entirely synchronize the pressure on every hat, and
it was extremely lengthy and tedious. A Mr. Samuel
Howard, of Luton, invented a press on similar lines,
but the action was horizontal instead of vertical, this
served a very good purpose for a period until MM.
Desbordes,[2] of Paris, introduced their hydraulic press.
This consisted of a steam heated chamber in which
was placed the metal “pan” or “dish,” it being the[102]
“female” mould of the required shape. The pressure
was obtained by an overhead chamber to which an india-rubber
bag was fastened. This chamber was very
strong and heavy, and was, as it were, one end of a
balance, working on trunnions, at the other end of
which were two large metal balls as counterpoise.
To bring into operation, the chamber was pulled down
so that the centre of the india-rubber bag, which was
made with a teat, came into the crown opening of the
pan; the chamber was securely fastened by means of
screw lugs to the portion holding the pan, and a hydraulic
press was put into action which filled the rubber bag
with a sufficient pressure of water to distribute the
power all over the hat in the pan; a gauge showed the
pressure obtained and consequently an equal amount
could be given to every hat. The results, therefore,
were all alike, and as the press could be locked and
unlocked in a fraction of the time required by the screw
process, the work was greatly accelerated. Many
improvements have been made in blocking machines
since then (about 1860), but all the later models embody
the important feature of the hydraulic pressure through
the rubber bag. The next important step in the evolution
of mechanical blocking was that introduced by
Mr. Henry Keston, of Luton, adapted from a model
made by a Mr. Beresford, of Stockport, Cheshire. This
improvement consisted of erecting round steel uprights
on the bed of the steam heated chamber, allowing the
bag chamber, attached to which were slides fitting the
uprights, to rise and fall vertically. The counterpoise
was effected by a chain, attached to the top of the bag
chamber, passing over a wheel supported by a bracket
at the back of the machine and loaded with sufficient
weights to adjust the balance. A hand or foot lever
pressure was sufficient to raise or depress the bag chamber,[104]
and water connection to it was obtained by means of
a corded re-inforced india-rubber swan neck. When
the chamber had descended to its proper position it was
locked by means of a stout steel three-armed part like
the hub of a wheel, with three spokes radiating from it
at equal distances. The hub was pivoted on the centre
of the top of the bag chamber, and a short lateral
movement of this part brought all three spokes under
very strong hook-like lugs, and locked the bag chamber
securely to the pan chamber.
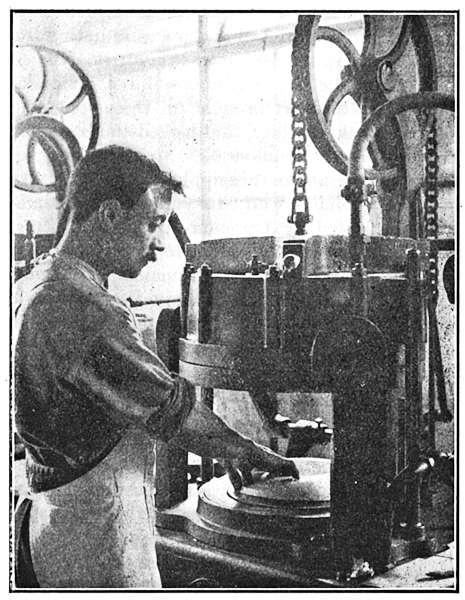
Fig. 18
MACHINE BLOCKING
By Press of Beresford-Keston Type
Water pressure above the supply pressure was effected
by means of a hand worked hydraulic pump, and the
force was reckoned by a pressure gauge. This method
was so much simpler and easier to work, and also was
so much more rapid, that it quickly superseded its
predecessor; and now, after forty years’ experience,
is still the favourite model, although the machines of
to-day contain many improvements not to be found
in the original. By all these descending bag chamber
models the blocking of the hat is identical. The only
difference made is in the amount of pressure, some straws
taking more than others without injury. The hat
having been properly “roughed out” or “sweated,”
that is shaped to its exact size without pressure by
hand or machine, and still holding a little steam moisture,
is placed accurately in the pan, the outside of the hat
to the metal; inside the hat is distributed as evenly
as may be a thick felt dummy (to prevent the straw from
cutting the bag). If the edge of the crown is very sharp,
such as one finds in a man’s boater, a ring of vulcanized
rubber or similar material with angles corresponding
to the crown edge is placed in position inside the crown
before the felt dummy is introduced. The bag chamber
is then brought down, securely locked, and the water
pressure applied. Different materials require different[105]
periods of time to properly set, but while one is setting
the operator “roughs out” another hat, so that when
the mechanical process on the one is complete, its
successor is ready for the operation.
A machine, the principle of which was intended to
apply to the making of buckram shapes, was also adopted
by the straw trade. Its first adoption was due to the
introduction of the felt hat manufacture into the
districts hitherto peculiar to the straw hat making,
but it was found to possess points of advantage in the
blocking of certain materials. This machine has a
“female” pan of metal into which a properly fitted
“male” block, with the accurate amount of space
for the material to be used, may enter, forming with the
pan and the hat one solid piece. This “male” block
is also of metal. They were first of iron and afterwards
were generally of spelter or aluminium. In the
particular case for which they were most extensively
used, the hat was made of a cotton braid, the stiffening
of which was effected by a shellac and methylated spirit
mixture, as gelatine was not found entirely satisfactory.
Both the “male” and the “female” blocks were heated
by gas jets, and when the hat was still wet with the
highly inflammable stiffening it was placed in position
on the lower block, the other was adjusted to it, and
when in proper place the heat of the blocks, or the light
of the gas jets, fired the stiffening, which rapidly burned
the spirit out, leaving the shellac or other resinous
material in the fibres of the braid in sufficient quantity
to render the hat hard enough for its purpose, and at
the same time creating an almost waterproof fabric,
that enabled the cotton to withstand the softening
influences of damp weather. The operation was completed
by releasing the movable block and taking out
the hat.
[106]
An entire revolution in the system of blocking straw
hats was introduced in 1913–14 by a M. Stoffel, of Paris.
This method depends for pressure on air only, and by its
means shapes almost if not impossible by any other
method can be beautifully blocked. The apparatus
consists mainly of a vacuum reservoir from which all
air is extracted, creating a suction pressure of about
13 lb. to the square inch, exhausted by means of a
vacuum pumping engine and perforated blocks placed
over copper tables that are also perforated and connected
with the vacuum chamber. The blocks are
of wood or metal, and both crowns and brims are made
to the form of the outside of the hat, and are in themselves
quite independent of the copper table. The
modus operandi is as follows: the block to be used is
warmed by steam and is placed bottom uppermost on
the copper table. The hat, slightly moistened by steam,
is adjusted carefully on or in the block, covered with a
large water and air proof cloth which can envelop
the whole of the block and table, and leave a sufficient
quantity to fill up the cavity caused by the interior of
the crown, or the undulations of the brim. The
vacuum force is then brought into action, and the suction
created draws the cloth, with a pressure of about 10
to 12 lb. to the square inch, into every crevice or corner
formed by the shape of the hat and block; the suction
set up draws off as well any moisture evaporated by
the heat of the block, and in a few moments the hat is
sufficiently dry to be removed. By this method crowns
of hats with concertina-like folds and creases can be
perfectly “ironed,” using a block made of only two
sections, whereas in any other form of blocking, where
similar blocks must be made in five sections, the result
obtained, comparatively speaking, is more or less
imperfect. Moreover the process, while being much[107]
more rapid, does not require anything like the same
amount of force expenditure on the part of the workman
as do either hand or machine blocking. Another
important benefit of this invention is that the actual
working apparatus can be arranged in ordinary blocking
benches, the copper perforated table taking up no more
room than that usually occupied by a hand blocker,
whereas, while other blocking machines do not occupy
in themselves a greater area, the “roughing out” or
“sweating” necessitates the ordinary hand blocking
space which makes the actual amount nearly double.
It must not be forgotten that the preliminary, as
one may call it, apparatus of the “Stoffel” system
requires space for the vacuum engine and pump,
while the vacuum reservoir tank is, of course, of considerable
magnitude, according to the services required.
Both these, however, can be placed in some basement,
etc., quite away from the actual blocking room. Whereas
the earlier models need no extra area than the actual
working spaces, with the exception of the steam generating
plant, which, however, is common to all systems,
and further is a necessity for other purposes such as
heating the various work and drying rooms, and also
for melting and keeping warm the gelatine used for
stiffening, etc.
But compared with the Desbordes and Keston models,
this system is not so well adapted for men’s boaters
work. Up to about 1910, the great bulk of rustic boaters
was blocked on presses of the Keston type, and even
to-day boater makers still make use of them. The
hard-natured straws that are generally utilized for
boaters require heavy pressure in varying degrees
according to the different varieties of plaits, and in this
respect the suction method is not sufficient for the high
powers.
[108]
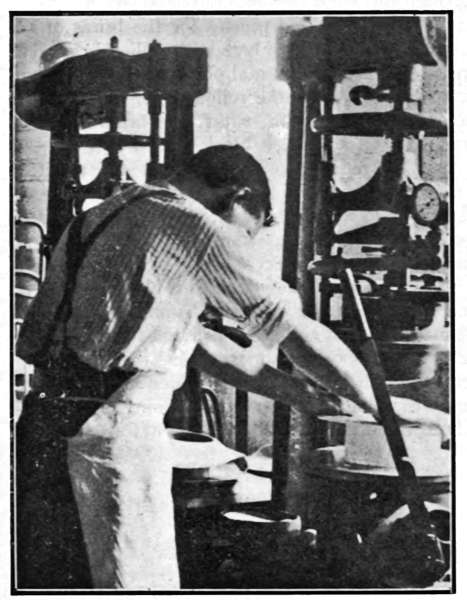
Fig. 19
MACHINE BLOCKING
By Press of “Brochier” Type
About 1910 another French engineer put a blocking
machine on the market with special claims for boater
work. M. J. B. Brochier, of Lyons, introduced the
model now known wherever boaters are made by the
name of “Carre Vive,” of which the free translation,
“sharp edge,” sufficiently indicates the peculiar claim
of the inventor. This machine in structure is a combination
of some other blocking presses, but with a
special contrivance for creating the extra sharp edge,
and of extra lightness and simplicity in working. It
has the guillotine frame of the machine mentioned for
blocking cotton braids stiffened with shellac stiffening,
the pan chamber heated by steam, the india-rubber bag
for hydraulic pressure, and the bag-chamber moving
vertically on uprights of the “Keston” or “Beresford”
type. But it differs from that machine in, first, the bag
chamber is really a plate with a hole in the centre to
carry the bag, and is only of the most meagre dimensions
of the least possible weight. Second, this is
caused to descend into the pan chamber by a lever
actuated by the operator’s foot, the little weight of
it is balanced at the end of a lever with a small counterweight,
obviating the overhead chain and pulley.
Third, the fixed contact with the pan chamber is
made by means of a screw wheel, a small turn of which
when the hat and bag are in position, firmly tightens
and locks the two portions together. Fourth, the
special crown edging action is done by a rising and
falling movement made by the bottom of the boater
pan, which is actuated by means of a lever working on
a ratchet by which the pressure can be retained until
the hat is ready for removal. This model is now
extensively used for boaters, although at the moment
of writing that extreme sharpness, desirable in boaters
a few years ago, is not required in the season’s models[110]
for the home trade, the crown edges of which are an
almost imperceptible bevel. These practically exhaust
the machines for blocking, but there are in use throughout
the trade blocking presses for the brims of boaters
and of some varieties of hats with rolling brims. These
consist either of a flat metal plate, or open pan conforming
to the curves of the rolled brim, heated either by
gas or steam on, or in, which the brim of the hat is
arranged, and a wooden block placed over it. Affixed
to the plate or pan are two uprights with a crossbeam,
in the centre of which is a long quick acting screw with
a small plate at the bottom. This descends on to the
wooden block and creates sufficient pressure to put the
brim of the hat in correct shape. It is found very useful
in “touching up” the shape of a brim that may have
been bent or damaged in the trimming, as to put the
hat into either of the other machines would necessitate
the taking away of all trimmings and linings. The
mention of these articles brings our history to its next
stage—that of the actual “Finishing,” as the trade
calls all the operations done to the hat after blocking.
[111]
CHAPTER XIII
FINISHING. POLISHING. TRIMMING. LINING.
The straw hat having now arrived at the stage where
its actual manufacture ceases, has still further to undergo
the process of embellishment necessary for its proper
appearance on the counters of the merchant, or in the
showroom of the milliner. A great many hats of the
“Leghorn” variety leave the factories without any
finish of trimming or lining, but after they leave the
blocking room they have to undergo a process of polishing.
This is done in one or two ways. The “dry”
way is for the hat to be put through a severe brushing,
done by rapidly revolving brushes carrying powdered
sulphur, in an air shaft which takes away the residue
of the powder. This gives to the Leghorn hat a velvety
smoothness and incidentally imparts a richer colour,
owing to the sulphur that finds its way into the crevices
of the straw fibres; although the brushing is intended
to leave the hat free from the powder, in actual working
that is found to be nearly impossible. The other way
is the “wet,” and in this case the hat is covered all
over with a thin paste, of which sulphur is the principal
ingredient. When dry the blocking process is gone
through, and the hat subsequently receives a brushing
similar to the “dry” method, but in this case the object
of the brushing is to remove every available particle of
the dried paste. The advantage of this method is
great where the colour of the Leghorn is none too fine.
The wet sulphur mixture has a bleaching effect on the
straw, and naturally tends to penetrate better into the
fibres and crevices than the powder alone. The result is[112]
that the tone of the hat is immeasurably beautified and
with a longer lasting colour than is obtained by simply
polishing with dry powder. When properly brushed and
ticketed Leghorns are then completely ready for the
market.
Some few other kinds of hats go out without any
trimming or lining, but the processes they undergo will
be set out in one or the other of the following descriptions.
Every kind of straw needs some variety of
treatment before the actual “Finishing,” but generally
speaking these treatments are confined to the darker
coloured plaits. Thus for chip plaits black receives
a coating of some oil such as olive or nut, etc. This levels
up the colour of the plait and intensifies the black;
all other colours are simply cleared by steam, and receive
no further treatment. For plaits of actual straw
various things have been used during the course of time.
The first method, when only black, navy blue and brown
colours were available, was to smartly brush the dry
finished hat with stiff hand-brushes. This imparted
a fairly good shiny surface to the straw, but it had two
drawbacks, one was that the brushing did not in any way
improve the colour of the sometimes faultily-dyed plaits,
and the other was a tendency during the brushing of
roughing up the fibres of the straw. In those early
days when lowness of price was not the main consideration,
many hats have been glossed by brushing over
with white of egg, but the expense of that rendered it
useless for the bulk of the goods. The “Japan Black,”
that in the time of our fathers was utilized every spring
on the household grates, was also tried on black straw
hats, but its viscous nature was quite unsuitable for
the proper polishing of straw. It was not until about
1870 that a polish made of some resinous gums and
methylated spirit was put on the straw hat market.[113]
For black this “polish” was tinted with a suitable
colouring matter, and at first the finding of the proper
ingredient that would remain in solution without
precipitation was a long and tedious job; however,
this was eventually effected, and now for some years
the various best brands of straw hat spirit polish leave
nothing to be desired. A German firm, Messrs. Conrad
Schmidt & Co., was about the first to market in Great
Britain a satisfactory spirit polish, and with recurring
improvements this brand of polish, now made by
the London Varnish Co., still obtains a large share
of straw hat makers’ demands. Brown and blue spirit
polishes were produced by dyeing the gum and spirit
mixture with an aniline dye. White spirit polish
was of two varieties, one nearly opaque white, and the
other a clear fluid with just a slight yellow tint. These
can be used on all coloured straws other than black,
brown and navy, but many manufacturers omit to polish
the very light tones such as champagne, silver grey,
sky blue, etc. White, of course, is never polished.
When spirit polish was first introduced it was very costly,
and on the advent of the China plait to these markets,
it was found to be rather out of proportion expensive to
the very cheap Canton hats. A polish made of ordinary
glue mixed with lamp black or charcoal was current
in Luton about 1870, and lasted in use for the lowest
price goods until spirit polish became a reasonable
price. The glue polish often smelt very nasty, and
was always badly affected by a humid warm atmosphere.
During the past few years when so many varieties of
fibre have been utilized for making plaits, all kinds of
polishing media have been experimented with, even the
household bees’ wax and turpentine has not been left
out in the cold, but those that have made any lasting
mark on the making of a straw hat are all of them in[114]
some way combinations of gums and spirit. The rapid
evaporation of any liquid put on a blocked hat is an
absolute necessity, it must also not be able in any way
to soften the gelatine or other stiffening material, and
it must leave a desired gloss on the hat without being
glassy or “fatty” looking. Further, it must not materially
harden the fibres. Some plaits are required quite bright;
for these ordinary straw hat polish is correct; others
are wanted with an “egg shell” shine, these are provided
for in one or the other of the “Lustres” and “Silk
Finishes” that are to be obtained. In fact, to-day there
is no material of which hats are made that cannot be
properly polished. The last advantage of the spirit
polish is that it gives a slight water proofing to the
ladies’ hat, and the mention of that brings up the question
of the waterproofing of men’s boaters. A boater is
generally made of rustic plait of which the saw-like
edges lapping over each other form a surface similar
to a tiled roof, and if it were possible to sew the plait
with the serrations as regular as tiling, the result would
be showerproof, but such regularity is impossible, and
in order to make this most useful hat still more serviceable,
one or two patents have been taken out in the
direction of making it absolutely waterproof. As far
as one can gather in the trade, the only method of
rendering straw hats rainproof now extensively used is
that known as the “Cravenette.” After the “shell”
of the boater is sewn and stiffened, a special powder
is applied carefully over the entire surface of the hat,
after which a spray of the patent liquid is made to
evenly and thinly cover the powder causing it to dissolve
and form the waterproofing medium. After
drying the hat is blocked in the usual manner, and
when done, only an expert can tell from sight that
the hat has been treated, as the colour is in no way[115]
deteriorated, nor are the fibres of the straw changed in
any manner.
The straw hat, whether boater for masculine wear or
the ladies’ fashionable hat, is, when the polish or finish is
quite dry, ready for the attentions of the “Finisher”
or “Trimmer.” In the early days of the British trade,
that is about a century ago, the work of the finisher
was very limited. Practically all that was done was
to insert some kind of temporary lining to the head
fit, and affix a small tab or ticket for reference purposes.
Gradually as more intricate shapes began to be in public
favour, it was found necessary to add to the above
operations, by inserting at the edge of the brim a metal
wire covered with either cotton or silk. This had in
view two purposes, the first that by skilful bending
and shaping the desired outline of the brim could be
produced, and the other was that when the proper
form was achieved, the support of the wire assisted
in its retention. As plaits of lace-like appearance came
on the market (those of crinoline and fancy adornments,
for example) the temporary linings were made from
various colours of tissue paper. These not only permitted
a possible purchaser to see at a glance all the beauties
of the plait, but afforded means by which the bonnet
could be tried on the head, with the least chance of
damage, either to the shape or the wearer’s hair. And
mentioning bonnets, up to 1860 so much predominant
in public request, and even to the present time, the wholesale
manufacturer of them has always used paper for
the temporary lining for all made of chip or fancy plaits,
while for straws with their hard sharp heads, likely
to tear the tissue paper, the probably equally short
lived lining was made of fine white muslin. A common
reason for these temporary linings (for they were always
removed by the milliner when trimming) was that as[116]
bonnets were kept on the show counter or dispatched
to their destination, in sausage like rows where one
bonnet nested in another, the lining prevented any
protuberance of the plaits used from catching, and thus
any part of the row could be taken from the other with
the greatest facility. But by 1850 hats began to assume
a considerable volume, and for these in addition to
paper, which, of course, was intended to be temporary,
head-linings of sateen silk, sarsenet, and other similar
materials, gradually began to be used. They were made
with a draw cord at the edge intended to fall into the
top of the crown, where a “tip” of the same material
was already in place. The lining having been sewn,
as it were, upside-down to the head entry inside the
crown, was turned over the stitches until the drawn cord
edge met the tip; this edge was then sewn to the circumference
of the crown, the draw-cord was tightened to
make the lining sit exact to the oval, and this operation
was complete. But at that time and until about 1900
every hat was wired at its edge with a silk or cotton mixture
covered wire. This was made especially for the
millinery trade, and consisted of a fine iron wire, of which
it was necessary to have the “temper” even and
ductile, so that when once bent there would be no
resilience, or “springing,” as it was known to straw
workers. Parallel to and all round the wire, which
thus formed a core, were varying numbers, according
to the thickness ultimately required, of strands of
cotton. Around this was twisted the silk fibres, which at
the same time kept all in position, and made a glossy
exterior to the wire. In some qualities the silk laid
so thickly as to show no break, while others according
to value, showed varying spaces between the silk spirals;
others of the cheapest qualities were entirely of cotton
inside and outside. The advantage of this cushion-like[117]
pad around the wire was that stitches could be taken
through it, and if affixed to the hat or bonnet with a
“slip-stitch,” no trace of the stitching could be seen.
The ladies’ hat trade also uses another variety of wire
known as “miniature.” This is wire of similar gauge
to the “silk,” but it has no padding, and consists solely
of the metal and a silk or cotton yarn covering. In
putting this into or on any hat, it is, of course, necessary
to sew over and over as the closeness of the cover does
not permit of any needle penetration. In some kinds
of hats of which the brims are required hard and straight
edged, steel wires of watch spring-like temper are used,
and in others strengthening and shaping are assisted
by strands of cane, cut into round strips, of different
gauges for various kinds of work. When the wiring
of hats for female wear became universal, machinery was
introduced to put the wires at the edges of the brims,
but this was done only to hats of the lower grades,
because the stitch was very visible. Mention has been
made of the tab or ticket attached to the hat by the
“finisher.” This is primarily, in fact absolutely, for
purposes of reference; the shape number, according
to the manufacturer’s registry, is written on it before
dispatch, together with any other special markings
required by the purchaser, but almost every wholesale
distributing house in Paris, London, New York, etc.,
etc., has some distinctive ticket. This generally bears
a trade mark, crest, or other sign peculiar to the house
in question, and may be of any colour; even black,
with gold or silver printing, has been used, and as they
vary in marks and colours, so they vary in size, from,
say, ¾ in. wide and 2 in. long, to even 2 in. wide to
4 in. long. Their shapes are very numerous, rhomboids
ellipses, circles, pentagons, conic sections, parallelograms,
half-moons, stars, and all other geometric-like[118]
forms may be found in ticket shapes, but the major
part of those used partake of a “sweep” that has some
conformity with the outline of the hat or bonnet.
Generally speaking, trimming a lady’s hat is the
special province of the milliner, and in this case, of course,
hats are not confined to those made of straw or plait,
and, in fact, this is an industry of its own, and is, therefore
outside the scope of the making of a straw hat.
But for many years both ladies and gentlemen have
worn what have been at different epochs called “sailors”
or “boaters.” The making of these hats for men has
nearly always been accompanied by the trimming;
and when, about 1880, women commenced to wear
“sailors,” many of them were dispatched from the
St. Albans factories with some trimming. About 1890
the makers of ladies’ shaped hats of simple form began
to add some little adornment to them, and these were
designated as “semi-trimmed.” It is, therefore, quite
inside the history of the straw hat to include some
account of men’s boaters, ladies’ sailors, and “semi-trimmed”
or ready-to-wear hats. The first straw hats
to be trimmed by the manufacturer were men’s boaters.
Their trimming has not very materially altered from
the first output up to the present time. There was
a ribbon band and bow at left hand side on the outside
of the crown, and there was also some head lining.
Anyone conversant with the boater of to-day will
recognize that these salient features are still maintained,
the only differences from time to time being in their
nature and detail.
For the head linings, leather, flannel, cotton, imitation
leather, satin, and various other articles suitable for
comfort to the head and moisture absorption have been
and are still used. The most material change has been
effected in the imitation leathers, which have now been[119]
brought up to such a high standard of excellence from
what one might almost term “the lowest depths,”
that they are very formidable competitors of the real
article. At the same time they do not quite compare
with good class leathers, which are still always used
for the best hats. Where boaters are lined with flannel,
cotton or satin, they are generally made in the form
of a thin pad, and for certain markets are much esteemed.
The other part of the interior of a boater is sometimes
left without any other adornment, but generally the
sides are decorated with a lining of white open work
net, and the top is covered by a tip of silk, satin, sateen,
or cotton, which generally has the centre printed with
the retailer’s name and address. For other markets
the side crowns inside are covered with materials similar
to the tips, in all kinds of colours, and arranged in both
plain and fanciful manners. The exact fitting of these
head linings, or “sweatbands,” as some term them, is
an operation needing skill, and the work has been rendered
more easy by the invention of Mr. Bracher, of
Stockport. This, now known throughout the world as
“Brachering” (pronounced Brashering) consists of a
small strip of material around a fine strand of cane
or other material, which is sewn by a special stitch
machine to the lining or leather, making at the same time
a neat, untearable edge and a convenient means for
attachment to the hat.
From time to time various inventions have been
made for the ventilation of boaters, these generally
consisting of some open work straw being used at the base
of the crown instead of the nearly impermeable rustic.
This, when covered with a thin band of ribbon, is not
visible from the outside, and affords some fair degree of
air passage. Other methods have been adopted by
having a punctured edge to the sweat band, which[120]
permitted air to freely circulate close to and all around
the head of the wearer. To increase the resiliency
of the leather or imitation leather lining, patents have
been taken out for pneumatic surrounds, forming an
air cushion all round the hat, which incidentally allows
in the easiest manner for any discrepancies, and they are
very common, in the contour of the wearer’s skull.
The various devices for increased comfort and utility
in boater linings are very numerous, and display great
ingenuity. The “Autoform” The “Bon-Ton-Ivy”
and the “Eesola” pads, each of them specialities of
various makers of boater sweatbands, present differing
features creating resiliency around the head of the
wearer. These are produced by means of soft material
insertions under the leather or other lining, or of
cellular impressions made in the leather, or of a continuous
roll all around the head fitting part, or even of
the insertion of a pneumatic tube, all creating a cushion
like addition to the flatness of the lining material.
Each has its peculiar merits, and for certain purposes are
perfect in their utility. Some are very little more
costly than the plain leather, but others from the extra
material and work involved are naturally more expensive,
but the efforts of their manufacturers to raise the
standards of quality and of efficient comfort are such
as to deserve special commendation.
The most recent development for ensuring the comfortable
wear of the hardest boater is that of an American
inventor. Although the making of straw hats from
plait has been an established industry in the United
States for at least half a century, and the amazing
increase of the trade has been phenomenal, yet up to
the present the name of an American has not been
written very prominently on the pages of straw trade
industry. It is true that the first machine to sew plait[121]
was the product of an American firm, but, it was not
really successful until it had been altered and adapted
by a Luton engineer; it is also true that Mr. Bodsworth,
an American, introduced a straw sewing machine,
but as previously stated, this was not a striking success,
and although at the present time the principal machine
in the trade is made by an American firm, it is the result
of a Briton’s invention. And, therefore, it is with
pleasure that in this record of the trade a real invention,
which promises to be of the highest value to the boater
trade, can be laid to the credit of a citizen of the United
States. Mr. Herbert L. Moses, of Baltimore, has
patented a device for attachment just inside the head
entry of a boater which consists of a floating, flexible
band, held in position about 1⁄8 of an inch from the hat
by a series of stitches at about half an inch intervals
all round the crown. The principle is that the stitches
of cotton take the place of the spokes of a wheel running
inside another wheel, where a thrust in one part is
compensated for by a relaxation of the other parts.
Over this is sewn the leather sweat-band, or head lining
of any other nature, attached to the hat in the usual
manner. The necessary machinery for the insertion
of this flexible conformateur, for that is actually what it
amounts to, is provided by means of mechanical attachments
to any suitable sewing machine. These attachments
form the subject of another patent by the same
inventor, who has assigned his rights to Messrs. M. S.
Levy & Sons, of Baltimore, U.S.A. The peculiar
features of this patent are, first, the ease of fit conveyed
to the wearer of the hat, and, second, the great yield
given by the device obviates to the utmost extent the
need for small intermediate sizes of the hats, for fitting
the many-shaped heads of customers.
Co-eval with the boater, and perhaps even a little[122]
earlier, was the “Galatea” or “Jack Tar” for boys.
This hat was founded on the shape of the “Sinnett”
rustic hat worn by sailors in the Navy for so many
years. The model was in use at the end of the
eighteenth century (as pictures of Lord Nelson’s sea
fights clearly demonstrate) made both in straw and in
tarpaulin. It was quickly adopted for boy’s wear, and
for many years formed their summer hat. No boy could
go to the seaside without one.
A painting, executed about 1850, illustrative of
Queen Victoria, Prince Albert, with the then Prince
of Wales, afterward King Edward VII, shows the Prince
wearing a straw Galatea, and any observer of the pictures
of that time in the various periodicals such as The
Illustrated London News and Punch, cannot fail to
notice how popular this “Jack Tar” style was among
the youthful males.
The other department of trimming in the straw trade,
that of the “semi-trimmed” hats for ladies, is of comparatively
recent origin compared with the boater,
for at most it can claim an existence of only thirty to
thirty-five years, but the trade has now grown to such
large dimensions that any account of the straw hat
would be incomplete without it. It commenced, as
most things do, in the trade that was done for some
years in sailors for ladies. Those in the main were on
the same lines as those for men, that is they started
with square edge crowns, upright sides at right angle
to a perfectly flat brim. Developments of a fanciful
nature in the brim formation in the direction of what
is known as a “Breton” sailor, of which the characteristic
is a slightly turned up edge, were the first to be
made, and subsequently crowns of softer outline with
overhanging tops attained for some time a great share
of fashionable favour. But to-day, with the exception[123]
of straw sailors for girls and young ladies at school, there
is very little demand for hats of this description. But
the trimming, which was nearly a necessity of these
hats, had established, in many factories, departments
which on the decline of their sale, required fresh openings,
and attempts were made on “Alpine” models, then in
great vogue for ladies, which proved very successful.
This whetted the appetite of manufacturers, and all
kinds of “ready to wear” hats for sports were speedily
on the market, one thing led to another, and now all
manner of shapes, toques, medium size, and picture hats
are being trimmed in a manner that from its departure
from the early extreme simplicity, seems to trench
considerably upon what has always been considered
the proper domain of the milliner.
Telephone: LUTON 311
Telegrams: INGAB, LUTON
C. BAGNI
R. G. SQUIRES
C. BAGNI & CO.
CODES:
Schofield’s
Marconi’s
A.B.C.
Private
Importers and Exporters of
ITALIAN, CHINESE & JAPANESE
STRAW PLAITS
FOR HAT MANUFACTURE
36 Guildford Street
LUTON
BEDS.